 sl
sl  en
en bs
bs sr
sr hr
hr05
Mar 2026

Izdelava Mercedesove zvezde z OSG ...
Mercedesov trokraki znak, ki je eden najbolj prepoznavnih simbolov v avtomobilski industriji, izdelujejo v podjetju Witte Niederberg, s tlač ...
26
Feb 2026

Žična in potopna EDM tehnologija M ...
Švica velja za zibelko precizne mehanike – od urarstva in strojništva do železniške tehnologije. Natančnost in tehnična dovršenost sta globo ...
19
Feb 2026

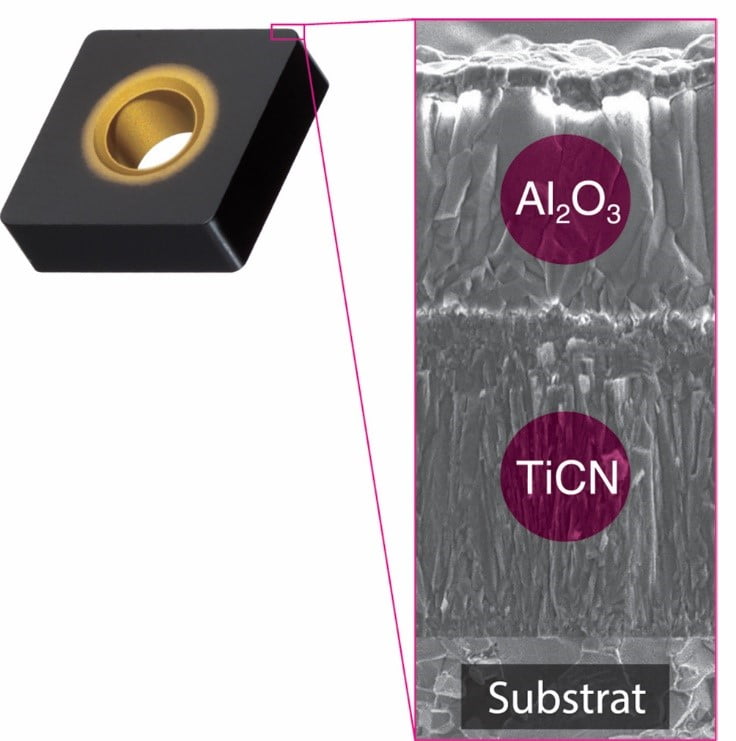
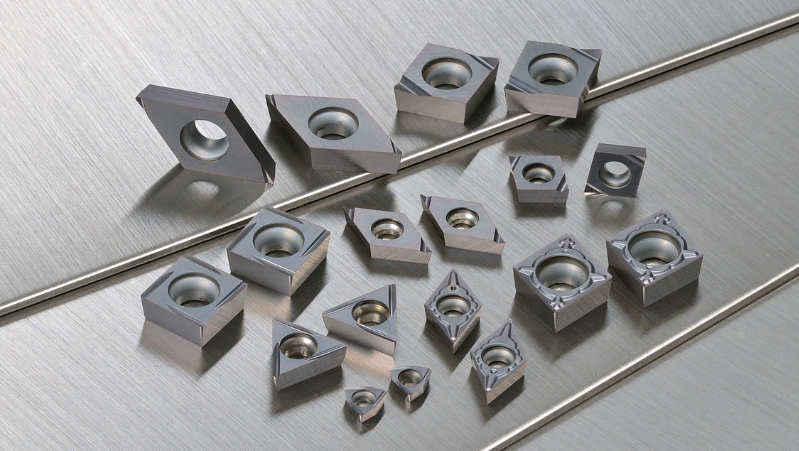
Nove stružne kvalitete Sumitomo za ...
Japonski proizvajalec rezilnega orodja Sumitomo Electric je predstavil novo generacijo stružnih kvalitet iz vseh glavnih skupin materialov. ...
12
Feb 2026

Nove stružne kvalitete Sumitomo za ...
Japonski proizvajalec rezilnega orodja Sumitomo Electric je predstavil novo generacijo stružnih kvalitet iz vseh glavnih skupin materialov. ...
10
Sep 2025

DNX 2100 – večopravilni center nov ...
DN Solutions, eden največjih svetovnih proizvajalcev CNC obdelovalnih strojev, je z novo serijo DNX na novo definiral standarde v sodobni st ...
28
Avg 2025

DN Solutions prevzel nemškega vrhu ...
DN Solutions, eden največjih svetovnih proizvajalcev CNC obdelovalnih strojev, je z novo serijo DNX na novo definiral standarde v sodobni st ...
26
Avg 2025
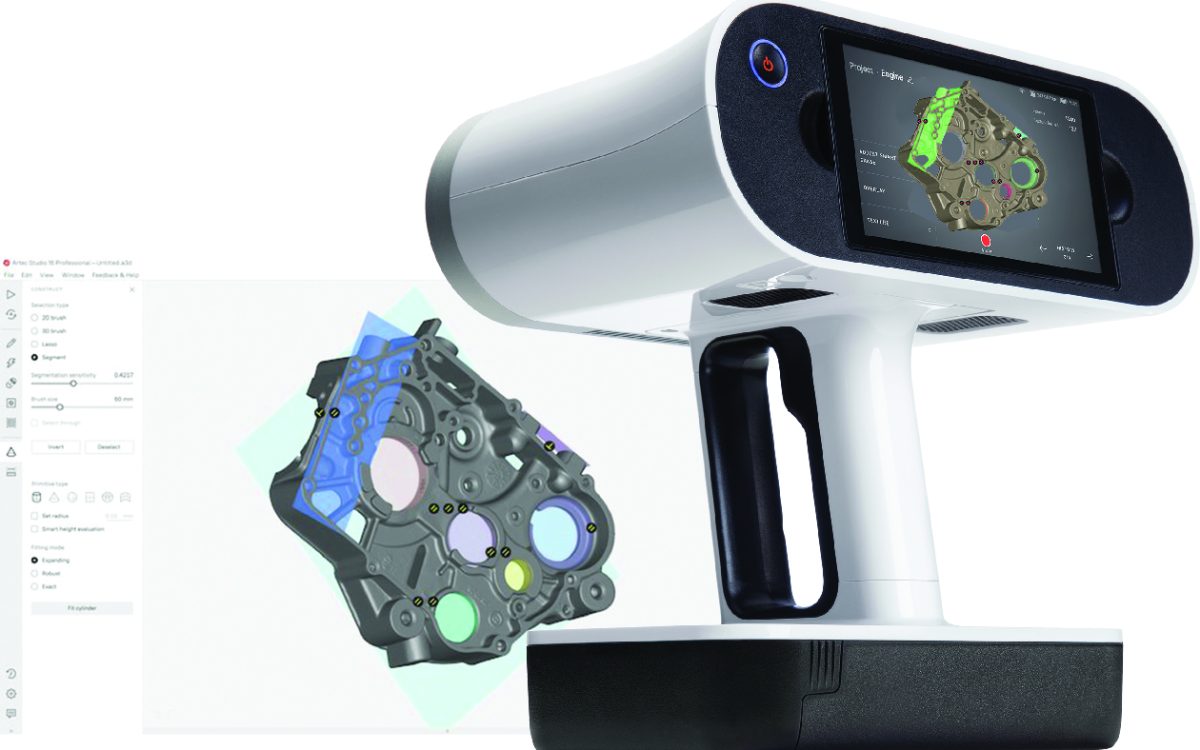
Artec 3D skenerji za uporabo v ind ...
Artec 3D s sedežem v Luksemburgu velja za vodilnega svetovnega proizvajalca profesionalnih 3D skenerjev in programske opreme za obdelavo 3D ...
13
Avg 2025

Sistem Leitech – rešitev za natanč ...
Dvignite raven kakovosti in skrajšajte čas kontrole z napravami Leitech za merjenje globine in kontrolo notranjih navojev.
16
Apr 2025

Nova kvaliteta AC8115P za visoko-h ...
Visoko-hitrostno struženje jekla postavlja visoke zahteve po odpornosti rezilnega orodja stabilni obdelavi. Nova kvaliteta AC8115P, ki jo je ...
26
Mar 2025

Visoko produkcijska držala za stru ...
Razširjenost novejših CNC obdelovalnih strojev in zahteva po nižanju stroškov na izdelan kos govorita v prid uporabi visoko kakovostnega rez ...
12
Mar 2025
Avtomatizacija 5-osnih obdelovalni ...
Končni izdelki v strojništvu postajajo vedno bolj zahtevni, manjši in precizni. Vedno pogosteje se srečujemo s povpraševanjem po visoko nata ...
11
Feb 2025

Serijska obdelava izvrtin z URMA R ...
V današnjem hitro razvijajočem se industrijskem okolju je optimizacija proizvodnih procesov ključnega pomena za povečanje produktivnosti in ...
20
Dec 2024
150 odstotkov večja zmogljivost in ...
Podjetje JVD Engineering je sprva načrtovalo, da bo ob nakupu novega elektro erozijskega stroja ostalo pri svoji obstoječi znamki, saj so v ...
22
Nov 2024

Freddy naprave za enostavno in uči ...
Recikliranje hladilno-mazalne tekočine prinaša številne prednosti v proizvodnem procesu. Podaljšuje življenjsko dobo emulzije, hkrati pa uči ...
21
Nov 2024

DNX 2100 - novi cenovno optimalni ...
DN Solutions je na sejmu AMB v Stuttgartu premierno predstavil novi večopravilni stružno-rezkalni center DNX 2100/S, ki na novo definira sta ...
23
Jul 2024

NIDEC OKK japonski proizvajalec vr ...
NIDEC OKK Corporation iz Japonske je že več kot stoletje eden od pionirjev pri razvoju in proizvodnji obdelovalnih strojev. Njihovi stroji s ...
18
Jul 2024

MillTec EVO – evolucija magnetne v ...
Sodobni obdelovalni centri in visoko-zmogljiva rezilna orodja so zasnovana za učinkovito obdelavo večjega števila obdelovancev ali delov z v ...
15
Jul 2024

Oskrba in upravljanje z rezilnimi ...
Vse večja konkurenčnost in zahteve kupcev vodijo v spremembe in razvoj tudi na področju oskrbe proizvodnje z orodjem. Zaposleni v podjetjih ...
12
Jul 2024

Največje nabavno združenje EDE je ...
EDE iz Wuppertala v Nemčiji je danes eno največjih in najpomembnejših tržnih in nabavnih združenj v Evropi. Nastalo je pred 92 leti z osnovn ...
10
Jul 2024

CNC 4-osni stroj za brušenje rezil ...
Učinkovitost obdelave povečamo tudi s podaljšanjem življenjske dobe rezilnega orodja. To lahko dosežemo s ponovnim oz. večkratnim brušenjem ...
08
Jul 2024

Orodja za roliranje z valjčki in g ...
Končni postopek obdelave površine z vtiskovanjem z valjčki ali s kroglico prinaša številne prednosti. Površina obdelovanca postane bolj glad ...
05
Jul 2024

Blaser Swisslube: hladilno-mazalno ...
Švicarski proizvajalec hladilno-mazalnih sredstev je že desetletja poznan po inovativnem pristopu na področju hlajenja. Novi bio-koncept ne ...
03
Jul 2024

Z vpenjalnimi trni Nikken Slim lin ...
Podjetje Straight Line Engineering, ki je bilo ustanovljeno leta 1979, je vodilni dobavitelj preciznih orodij za preoblikovanje v vročem ali ...
01
Jul 2024

Sistemski obdelovalni stroji GROB
Proizvajalec GROB izdeluje vrhunske univerzalne 5-osne obdelovalne centre in sistemske stroje, ki so prilagojeni glede na zahteve serijske p ...
28
Jun 2024

Avtonomna pot do Industrije 4.0 - ...
Vse večje mreženje zahtev industrijske proizvodnje zahteva bolj pametne rešitve na področju interne logistike. Mobilni roboti pomagajo pri u ...
26
Jun 2024

Izboljšanje produktivnosti na podr ...
Britanski proizvajalec visokonatančnih komponent Cam Machine Components je z naložbo v obdelovalne stroje DN Solutions Machine Tools dosegel ...
24
Jun 2024

Novi 5-osni obdelovalni center G15 ...
Z novo razvitim strojem G150, podjetje GROB zaokrožuje svojo paleto univerzalnih obdelovalnih centrov. Obdelovalni center G150 izkorišča trž ...
21
Jun 2024

Odpiranje novih področij uporabe ž ...
Znanstveniki v inštitutu za natančno obdelavo z odrezovanjem KSF v nemškem Tuttlingenu razvijajo nove postopke za visoko-ponovljivo žično el ...
19
Jun 2024
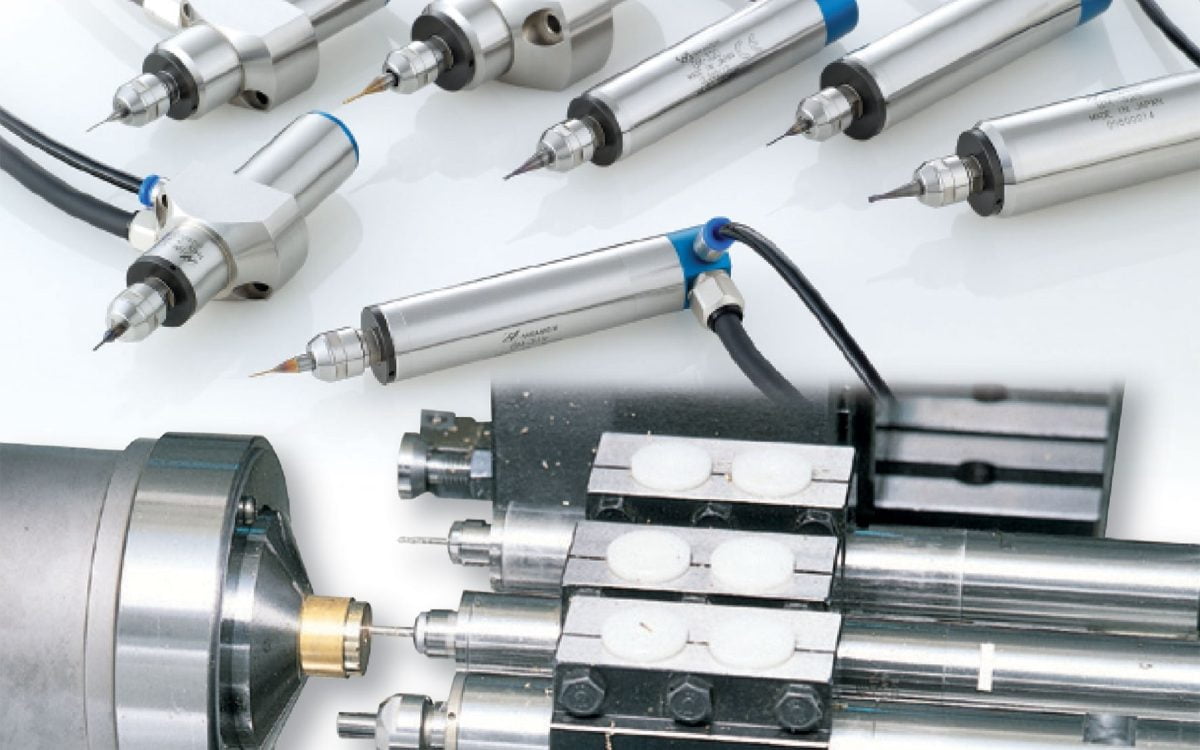
Precizna visoko hitrostna motorna ...
Podjetje Nakanishi predstavlja svetovno referenco v proizvodnji električnih in pnevmatskih visoko hitrostnih vreten, ki so namenjena raznoli ...
17
Jun 2024

5 osni obdelovalni centri GROB
5 osni obdelovalni centri GROB ponujajo uporabnikom praktično neomejene možnosti pri rezkanju in rezkalno-stružni obdelavi delov iz najrazli ...
14
Jun 2024

Dvo-vretenske, dvo-revovlerske str ...
DN Solutions je glavni nosilec tradicije izdelave strojev v Južni Koreji. Z mesečno proizvodnjo 1.400 obdelovalnih strojev se uvrščajo med t ...
12
Jun 2024

Mobilna kolaborativna robotska cel ...
Sodobna industrija se nenehno razvija in vpeljuje nove tehnologije za povečanje učinkovitosti in zmanjšanje stroškov proizvodnje. Eno izmed ...
12
Jun 2024
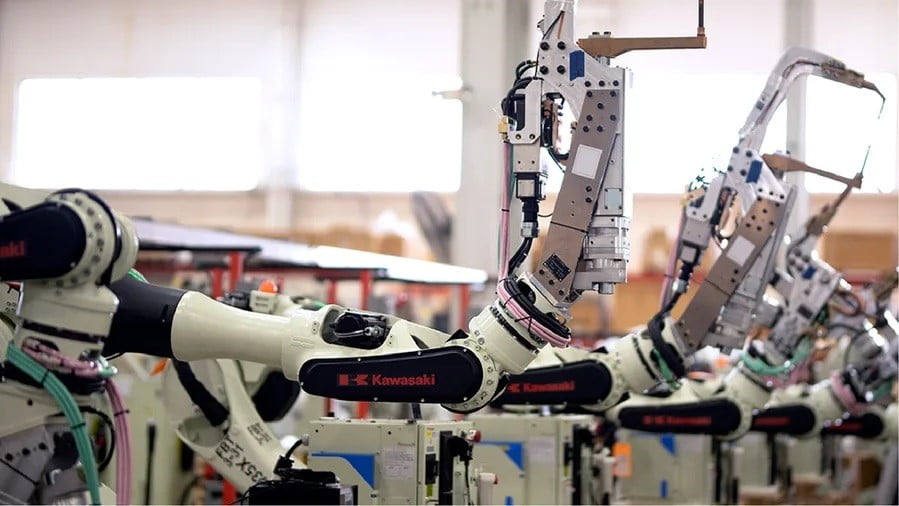
Kawasakijevi industrijski roboti s ...
Podjetje Kawasaki je znano po natančnosti in zanesljivosti svojih izdelkov. Od začetka delovanja se osredotočajo na kakovost vsakega proizvo ...
10
Jun 2024

Zgodba o razvoju visoko produktivn ...
Visoko precizni obdelovalni center s tehnologijo temperaturne kompenzacije! Povečana produktivnost je dosežena z optimizacijo hitrih gibov ...
07
Jun 2024

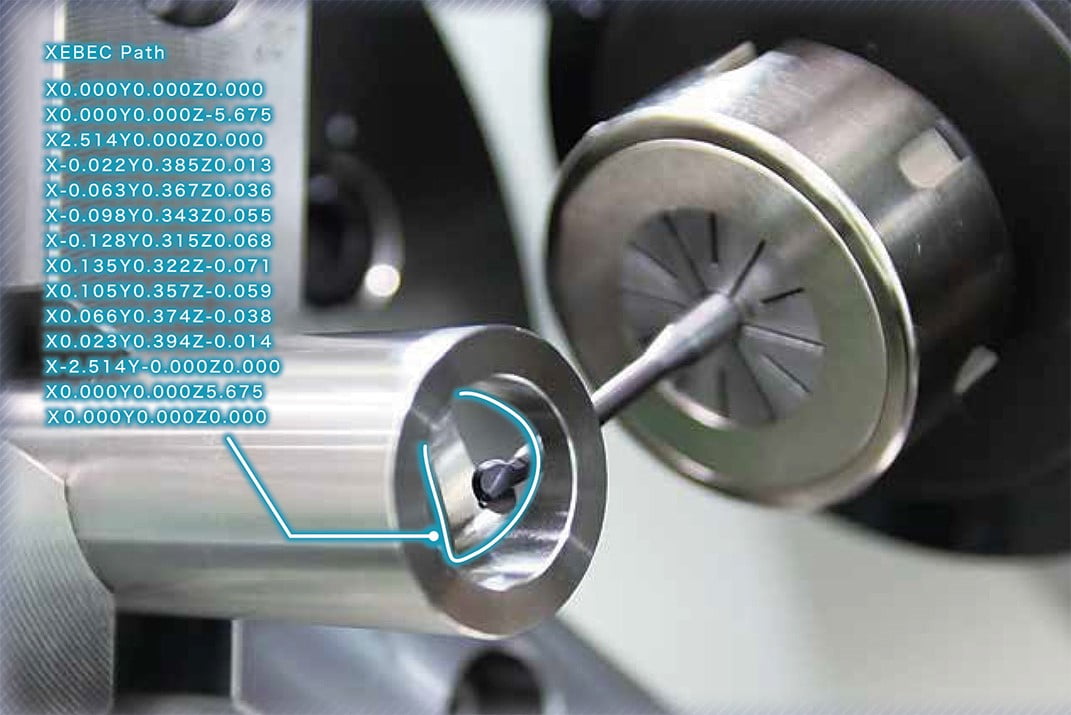
Novi keramični raziglevalci za str ...
Japonski proizvajalec orodja za raziglanje XEBEC je predstavil nove raziglevalce za obdelavo stranskih površin. Raziglevalec v obliki ščetke ...
05
Jun 2024

Popolnoma avtomatizirana nastavite ...
Avtomatizacija in medsebojno povezovanje naprav sta ključna dejavnika v industriji 4.0. V ta namen potrebujemo stroje in sisteme, ki enosta ...
03
Jun 2024

DN Solutions CNC stroji za hitro r ...
Hitro rastoči trg električnih vozil je povzročil spremembe pri izdelavi avtomobilskih komponent. Največji porast se je pokazal na področju i ...
31
Maj 2024
Xebec raziglevalec za 3D konture
Xebec je japonski proizvajalec orodja za raziglanje robov, ki nastanejo pri obdelavi npr. rezkanju. Poznani so po patentiranih keramičnih v ...
29
Maj 2024

DoALL in BTS Company predstavljata ...
DoALL in BTS Company predstavljata drugo generacijo produkcijskih krožnih žag TC-75NC. DoAll je proizvajalec, ki ponuja rešitve za vse vaše ...
27
Maj 2024

Visoko-precizni vertikalni obdelov ...
DN Solutions je predstavil novi vertikalni obdelovalni center BVM 5700, ki je zasnovan za zahtevne obdelave v orodjarstvu in drugih precizni ...
24
Maj 2024

Diebold US1100 - edina temperaturn ...
Digitalizacija obdelave in priprave orodja pridobiva vse večji pomen. Diebold je na novo razvil napravo za nakrčevanje trnov US1100, ki je z ...
22
Maj 2024

Nova serija stružnic LYNX 2600Y/SY ...
DN Solutions vedno sledi zahtevam želja uporabnikov strojev. Predstavil je nov model stroja v segmentu serije stružnic Lynx. Poleg serije 21 ...
17
Maj 2024

DN Solutions stroji z krmilnikom F ...
Proizvajalec strojev DN Solutions si prizadeva svojim strankam zagotoviti najboljši uporabniško izkušnjo na stroju. Vse nove stroje je oprem ...
15
Maj 2024
Inovativna in visoko-učinkovita or ...
PFERD je razvil nova visokotehnološka orodja za brušenje in rezanje. Z brusnimi ploščami CC-GRIND ROBUST dosegamo bistveno večje odvzeme mat ...
13
Maj 2024
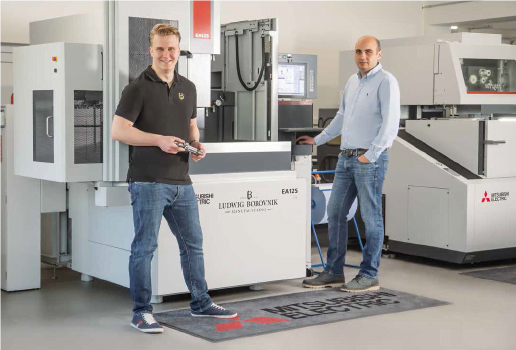
Mitsubishi EDM za UNESCO-vo svetov ...
Podjetje Ludwig Borovnik Guns & Rifles iz Borovelj je dobro poznan in svetovno priznan proizvajalec visoko kakovostnih lovskih pušk. Lovci i ...
10
Maj 2024

Majhna podjetja povečujejo učinkov ...
DVF 5000, 5-osni kompaktni obdelovalni center naslednje generacije proizvajalca DN Solutions, ponuja raznolik nabor prilagojenih možnosti, v ...
08
Maj 2024

JetSleeve® rešuje probleme v orodj ...
Problem odstranjevanja odrezkov iz območja rezanja je prisoten že od pričetka uporabe CNC strojev. Če uspešno odpravimo problem odstranjevan ...
06
Maj 2024
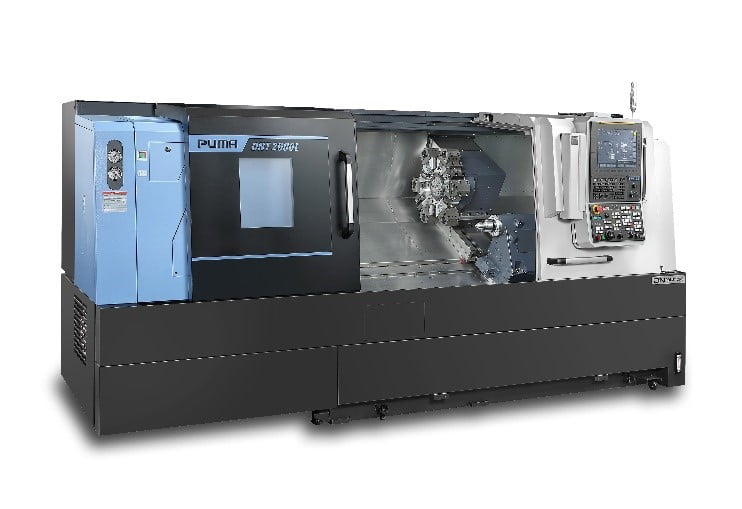
Nova serija CNC stružnic PUMA DNT ...
DN Solutions (prej Doosan z novim imenom DN Solution) je eden vodilnih svetovnih proizvajalcev CNC obdelovalnih strojev za obdelavo kovin.
03
Maj 2024

Kolaborativen robot HRC Advanced H ...
Smo v obdobju, ko nam industrija 4.0 postavlja nove načine proizvodnje. Velik poudarek je na popolni avtomatizaciji in avtomatizaciji proces ...
01
Maj 2024

DN Solutions predstavlja četrto ge ...
Podjetje DN Solutions, eden vodilnih svetovnih proizvajalcev obdelovalnih strojev, je z obdelovalnimi stroji DNM 4500, DNM 5700 in DNM 6700 ...
29
Apr 2024

Univerzalne Robotske celice BOXY A ...
Boxy Autoloader razvija in izdeluje sisteme robotizirane avtomatizacije za strego CNC obdelovalnih strojev brez potrebe po prisotnosti opera ...
26
Apr 2024

Kaj je CS Turn-cut?
Imate izdelek kateri je tako tehnološko zahteven, da ga je potrebno obdelati na dveh strojih? Za to potrebujete stružnico in obdelovalni c ...
24
Apr 2024
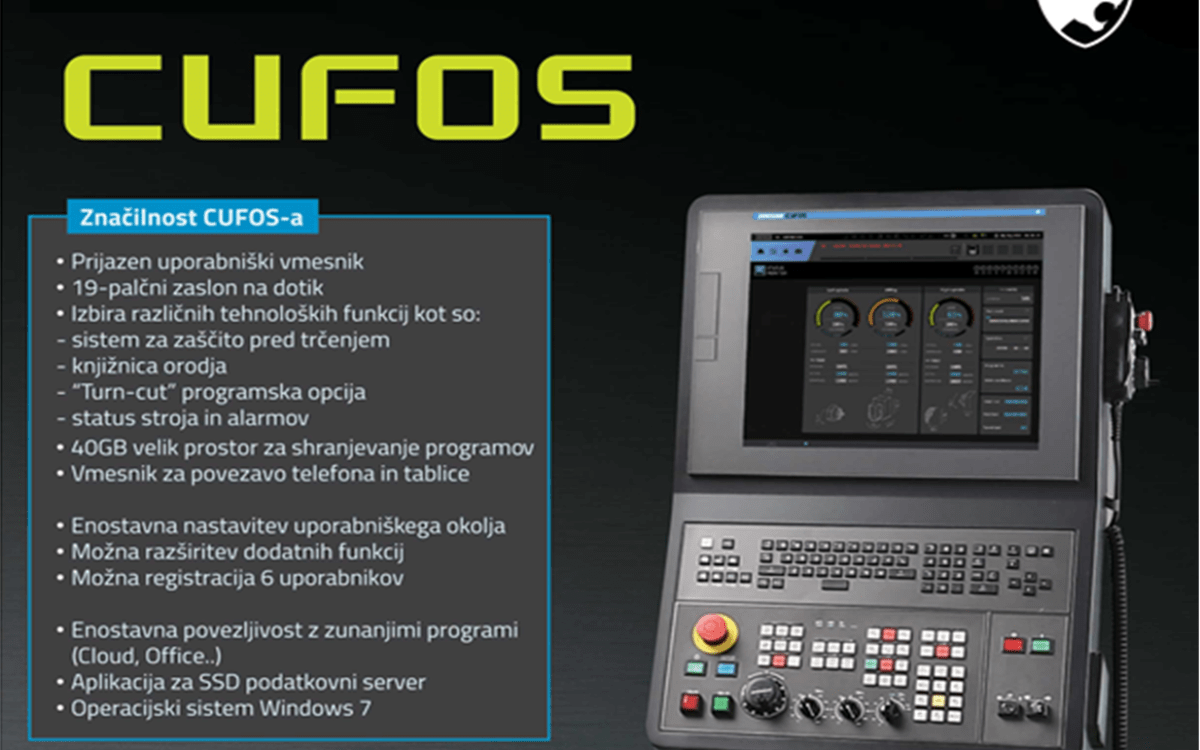
CUFOS - uporabniku prijazen operac ...
CUFOS je napredna oblika nadzora NC krmilnika na stroju. Je računalniški operacijski sistem, ki ga je razvil proizvajalec strojev DN Solutio ...
22
Apr 2024

Celovit pristop k visoko-učinkovit ...
Vse večja konkurenca in zahteve naročnikov spodbujajo neprestan razvoj tudi na področju visoko hitrostnih obdelav. Podjetja se vse bolj zave ...
19
Apr 2024

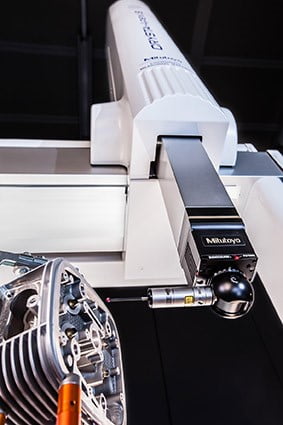
CRYSTA-Apex V serija koordinatnih ...
Serija CRYSTA-Apex V je nova generacija CNC koordinatnih merilnih strojev, ki zagotavlja veliko vsestranskost in hitrost. Na voljo je v razp ...
17
Apr 2024

Vrhunske merilne naprave Mitutoyo ...
Mitutoyo je v 90 letih svojega obstoja postal vodilni globalni proizvajalec natančne merilne opreme. S svojo široko paleto merilnih naprav z ...
15
Apr 2024
Nova programska oprema MITUTOYO MC ...
Programska oprema MITUTOYO MCOSMOS omogoča preprosto, hitro in zanesljivo izvedbo merilnih postopkov v računalniški mreži, arhiviranje rezul ...
10
Apr 2024

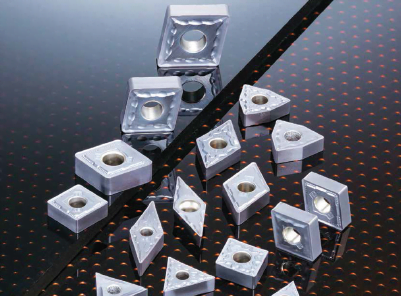
Prevlečene CBN kvalitete za visoko ...
Sumitomo je že vrsto let vodilni proizvajalec CBN orodja za struženje kaljenega jekla. S številnimi CBN kvalitetami pokrivajo široko področj ...
08
Apr 2024

Prevlečeni cermet Sumitomo T2500Z ...
Podjetje Sumitomo Electric je razvilo novo prevlečeno kvaliteto cermeta za struženje jekel T2500Z. Nova kvaliteta prinaša daljšo obstojnost ...
05
Apr 2024
Nova kvaliteta AC5000S za struženj ...
Izdelki, ki jih uporabljamo v visoko-temperaturnem okolju morajo pri teh zahtevnih pogojih ohraniti visoko trdnost in žilavost ter oksidacij ...
03
Apr 2024
Novi kvaliteti za struženje sive i ...
Tržišče in konkurenčnost zahtevata od proizvajalcev dvigovanje produktivnosti. Kot odgovor na te potrebe je Sumitomo razvil novi kvaliteti A ...
01
Apr 2024
AC1030U za visoko-natančno stružen ...
Podjetje Sumitomo Electric Hardmetal Corporation je glede na nove potrebe razvilo novo prevlečeno kvaliteto AC1030U.
29
Mar 2024

AC8020P - kvalitetnejše struženje ...
Sumitomo je dopolnil serijo kvalitet za struženje jekla z novo kvaliteto AC8020P. Ta je namenjena predvsem za visoko-učinkovito struženje s ...
27
Mar 2024

Radijusna rezkalna glava za Inox i ...
Sumitomo je pričel s promocijo nove serije rezkalnih glav RSX, ki so zasnovane za obdelavo nerjavnih jekel (M) in eksotičnih zlitin (S), np ...
25
Mar 2024
Rezkalna glava Sumitomo DGC znižuj ...
Univerzalne rezkalne glave za čelno obdelavo so močno razširjene v kovinskopredelovalni industriji. Ta orodja morajo zagotavljati stroškovno ...
22
Mar 2024
DFC Sumitomo rezkalna glava 90°
Sumitomo je rezkalne glave za rezkanje 90° dopolnil z novim lomilcem GS. Novi lomilec z optimiziranim rezilnim robom je razvit posebej za st ...
20
Mar 2024

Rezkalna glava za tangencijalno vi ...
TSX SumiDual Mill je nova visoko učinkovita in precizna rezkalna glava za tangencialno rezkanje. Tangencialno nameščene ploščice in optimizi ...
18
Mar 2024

Razširitev linije rezkalnih glav W ...
Sumitomo je dopolnil linijo rezkalnih glav WFX z serijo WFXH za obdelavo z visokimi pomiki in serijo WFXC za rezkanje faze.
15
Mar 2024

Sumitomo WEZ - vsestranska visoko- ...
Rezkalne glave z izmenljivimi ploščicami so danes v orodjarstvu in proizvodnji raznovrstnih delov široko v uporabi. Pri odrezavanju se iz l ...
12
Mar 2024

DMSW rezkalna glava za ultra visok ...
V kovinsko predelovalni industriji se soočamo s težnjo po večji učinkovitosti obdelave. Poleg sodobnega obdelovalnega stroja potrebujemo za ...
12
Mar 2024

DMSL rezkalna glava za ultra visok ...
V kovinsko predelovalni industriji se soočamo s težnjo po povečanju učinkovitosti obdelave.Poleg sodobnega obdelovalnega stroja z visoko d ...
26
Feb 2024

OSG AE-LNBD-H krogelni rezkarji za ...
OSG je nedavno predstavil serijo dvo-reznih in štiri-reznih krogelnih rezkarjev za obdelavo kaljenih jekel. Serijo je dopolnil z krogelnim r ...
23
Feb 2024

OSG AE-H rezkarji za obdelavo kalj ...
OSG je serijo rezkarjev za obdelavo visoko-kaljenih jekel dopolnil s cilindričnimi standardnimi AE-MS-H, kratkimi AE-MSS-H in dolgimi rezkar ...
23
Feb 2024
Novi rezkarji za stransko rezkanje ...
Rezkarji AE-VM so namenjeni za učinkovito obdelavo jekel do 55 HRc, sivih litin, kot tudi za Ti-zlitine in Inconel. Imajo oster pozitiven ce ...
23
Feb 2024

Izdelava navoja v polno z rezkanje ...
OSG je razvil nov navojni rezkar s katerim izdelamo navoj z rezkanjem brez vrtanja predhodne izvrtine. Patentirani navojni rezkar WH-EM-PNC ...
23
Feb 2024

Novi trendi izdelave navojev v oro ...
Pri izdelavi orodja se pogosto pojavijo zahteve po spremembah, ki v zadnjih fazah procesa lahko predstavljajo tehnološki izziv. Tak primer j ...
23
Feb 2024

Revolucionarno rezkanje navoja v e ...
Navojni rezkarji vrezujejo navoje s postopkom rezkanja. Rezkanje navojev ima v primerjavi z vrezovanjem navojev kar nekaj prednosti: kratki ...
23
Feb 2024

Svedri ADO in vtiskovalci S-OIL-XP ...
Svedri ADO in vtiskovalci navojev S-OIL-XPF proizvajalca OSG so visoko zmogljiva orodja, ki znižajo stroške in skrajšajo čas izdelave.
22
Feb 2024

Navojni svedri za težko obdelovaln ...
Nerjavna jekla Duplex, Super Duplex, Inconel, 316L imajo zelo dobro odpornost proti koroziji in obstojnost na visoke temperature. Uporabljam ...
22
Feb 2024
Serija večnamenskih navojnih svedr ...
OSG A je premium blagovna znamka, ki vsakemu uporabniku zagotavlja visok nivo kakovosti. Vključuje svedre, navojne svedre, vtiskovalce in re ...
22
Feb 2024

Strojni navojni svedri za Inconel, ...
Strojni navojni svedri Shark so namenjeni za obdelavo na določeni skupini materialov, ki jo DORMER označuje z barvo obročka na steblu navojn ...
19
Feb 2024
Svedri z ravnim dnom MDF Sumitomo
Sumitomo proizvaja številne svedre za uporabo v avtomobilski industriji, letalstvu in elektroniki. Nedavno je predstavil sveder s ravnim dno ...
16
Feb 2024

Svedri za Inox ADO-SUS OSG
Manjše rezalne sile, nižje temperature pri vrtanju, manjši navor pri obdelavi, vse to se lepo sliši na papirju. V podjetju Heinz Edelstahl s ...
16
Feb 2024

Trirezni sveder OSG ADO-TRS prinaš ...
Konvencionalni trirezni svedri zaradi omejitev pri obliki obdelovancev, vpetju in opremi pogosto ne dosegajo oglaševanih največjih hitrosti ...
15
Feb 2024

ADO-Micro svedri za vrtanje majhni ...
ADO-Micro svedri iz karbidne trdine s kanali za hlajenje so najnovejši predstavniki OSG-jevih mikro svedrov. V kategorijo mikro svedrov uvrš ...
15
Feb 2024
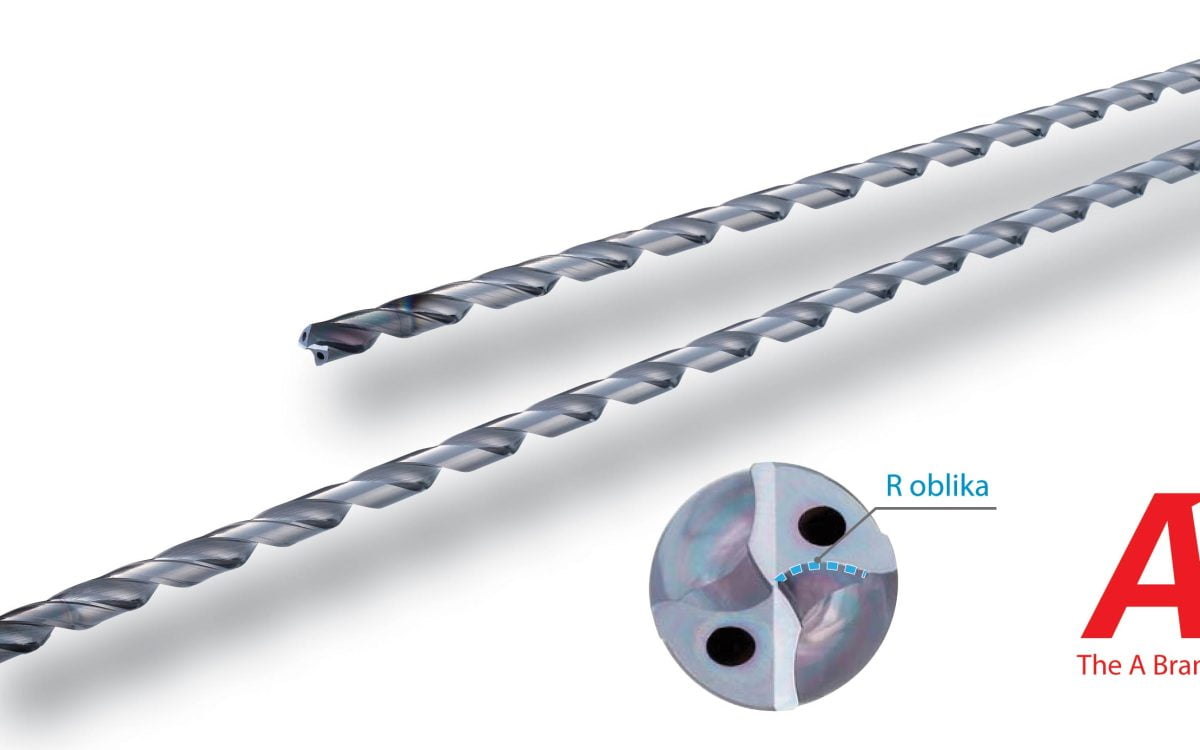
Globoko vrtanje s svedri ADO-40D,- ...
Nova blagovna znamka A Brand* vključuje različna visoko-zmogljiva rezalna orodja, ki so zasnovana za različne materiale in obdelovalne param ...
14
Feb 2024

OSG ADO HM svedri
Nova blagovna znamka A Brand* vključuje različna visoko-zmogljiva rezalna orodja, ki so zasnovana za različne materiale in obdelovalne param ...
13
Feb 2024

Sumitomo SDM svedri za INOX
Sumitomo je razvil vsestranski sveder z oznako SDM za vrtanje nerjavnih jekel in nizko ogljičnih jekel. Z optimizirano geometrijo dosegajo 1 ...
13
Feb 2024

Sumitomo SDP svedri za jekla in ši ...
SDP sveder iz karbidne trdine s kanali za dovod hladilno-mazalne tekočine je vrhunski visoko-produkcijski sveder za vrtanje jekla in tudi dr ...
16
Jan 2023

Hidravlična držala za struženje Ge ...
Nova tehnologija hidravličnega vpetja stružnih držal znatno izboljša vpetje in zmanjša vibracije na rezilnem orodju.Držalo stružnega noža ...
26
Maj 2022

Doosan Machine Tools ima novo ime ...
Podjetje Doosan Machine Tools je v 50 letih obstoja neprestano raslo. Poganjale so ga nenehne inovacije in duh sprejemanja novih izzivov. Da ...
01
Mar 2022

ADO-Micro svedri za visoko-učinkov ...
ADO-Micro svedri iz karbidne trdine s kanali za hlajenje so najnovejši predstavniki OSG-jevih mikro svedrov. V kategorijo mikro svedrov uvrš ...
06
Avg 2021

Novi rezkarji za stransko rezkanje ...
OSG je za obdelavo širokega spektra materialov kot so ogljikova, legirana, nerjavna jekla in sive litine predstavil proti-vibracijske rezkar ...
26
Jul 2021

Visoko-precizni vertikalni obdelov ...
Doosan Machine Tools je predstavil novi vertikalni obdelovalni center BVM 5700, ki je zasnovan za zahtevne obdelave v orodjarstvu in drugih ...
20
Jul 2021

Mitsubishi stroji za elektroerozij ...
Mitsubishi EDM ima leto več patentov kot kateri koli drug proizvajalec strojev za elektro erozijo.Vzeli so si čas in izpopolnili svoje str ...
15
Jul 2021

Orodja za roliranje z valjčki in g ...
Končni postopek obdelave površine z vtiskovanjem z valjčki ali s kroglico prinaša številne prednosti. Površina obdelovanca postane bolj glad ...
06
Jul 2021

Krogelni rezkarji za obdelavo alum ...
OSG je serijo rezkarjev AE-N, ki so namenjeni za obdelavo aluminijevih in bakrovih zlitin dopolnil s krogelnimi rezkarji za obdelavo utorov ...
15
Sep 2020

Izjemno učinkovito vrtanje globoki ...
OSG je predstavil svedre iz karbidne trdine s hlajenjem za učinkovito vrtanje globokih izvrtin do globine 40xD in 50xD. Svedre so uvrstili v ...
08
Maj 2020

Novi prevlečeni cermet T2500Z Sumi ...
Sumitomo Electric je razvil novo prevlečeno kvaliteto cermeta za struženje jekel T2500Z. Nova kvaliteta prinaša daljšo obstojnost ter boljšo ...
10
Okt 2019

Nova serija GROB Access 5-osnih ob ...
GROB je nedavno predstavil Access serijo z dvema univerzalnima in prilagodljivima modeloma G350a in G550. Omogočata ekonomičen vstop v svet ...
25
Jul 2019

Nova kvaliteta AC5000S za struženj ...
Sumitomo je predstavil novo serijo kvalitet AC5000S za struženje materialov v skupini ISO-S oz. eksotičnih materialov kot sta npr. Inkonel i ...