sl
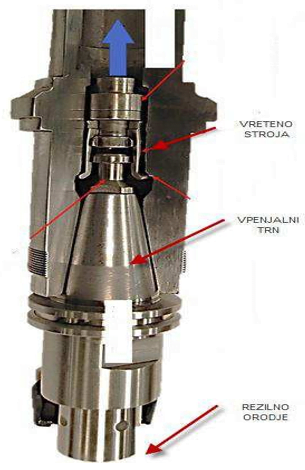
sl Vse večja konkurenca in zahteve naročnikov spodbujajo neprestan razvoj tudi na področju visoko hitrostnih obdelav. Podjetja se vse bolj zavedajo kako pomembna je visoko-učinkovita obdelava zahtevnih izdelkov. Za celovit pristop moramo v procesu upoštevati več dejavnikov kot so orodje, priprava orodja, vpetje, stroj…V visoko-učinkovitih postopkih odrezavanja, zasledujemo bodisi velike odvzeme materiala obdelovanca, najdaljšo obstojnost orodja ali npr. krajši čas obdelave. Na to vplivajo različni dejavniki katerih vpliv na to moramo poznati in upoštevati za vsak posamezen primer obdelave posebej. Ti dejavnik so lahko: visoka rezalna hitrost, velika podajalna gibanja orodja, zapletena geometrija oblike konice orodja, spremenjene stabilnostne razmere obdelovalnega stroja, pravilno in togo vpenjanje orodja….. S pravilno izbiro tehnologije izdelave, izbiro optimalnega rezilnega orodja, kakovostnih in togih vpenjal, merjenjem geometrije orodja in balansiranjem dosežemo zelo kvalitetno obdelavo in nižjo ceno na izdelan kos. Zmanjšamo tudi vpliv obdelav na vreteno stroja in s tem bistveno povečano življenjsko dobo vretena stroja.
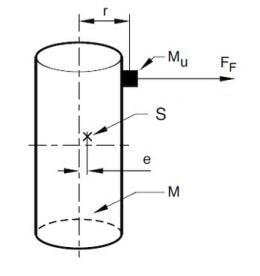
Pri proizvodnji izdelkov in orodij se podjetja srečujejo z vedno krajšimi roki izdelave ter zahtevami kupcev po čim cenejšem in kvalitetnem proizvodu in s tem proizvodnji. Podjetja zato veliko pozornosti namenjajo učinkoviti proizvodnji in izboljšanju produktivnosti. Tehnologija obdelav in nenehen razvoj orodij omogočata obdelave z vedno višjimi obdelovalnimi režimi. Da lahko učinkovito izkoristimo možnosti katere nam omogoča rezilno orodje in stroj potrebujemo tudi primerno vpenjalno orodje katero moramo tudi ustrezno pripraviti. Velik problem pri obdelavah je neustrezna priprava orodja, katera lahko povzroča oplet orodja kateri lahko povzroči prevelike vibracije, preobremenitev določenih rezilnih robov, slabšo obdelavo, delo z manjšimi režimi ter povečano obremenitev ležajev v vretenu in posledično življenjsko dobo vretena ter večje stroške vzdrževanja in življenjske dobe opreme.
S pravilnim pristopom lahko bistveno zmanjšamo stroške rezilnega orodja, izboljšamo učinkovitost, kakovost obdelav, skrajšamo cikle obdelav ter zmanjšamo stroške vzdrževanja opreme. Pravilen pristop in rešitve za pripravo orodja zagotavljajo natančnost, vzdržljivost in zanesljivost, kar ne pomeni le podaljšanja življenjske dobe rezalnega orodja, temveč lahko zaradi učinkovitejše obdelave zaradi izboljšanega oprijema in iztekanja zagotovi tudi zmanjšanje porabe energije. Daljša življenjska doba orodja pomeni, da je mogoče z istim orodjem izvesti več operacij in procesov, kar zmanjša stroške zalog in potrošnega materiala ter omogočata večjo produktivnost in trajnost ter varčujeta z energijo in prispevata k večji donosnosti proizvodnje.
PRAVILNA IZBIRA VPENJALNEGA TRNA
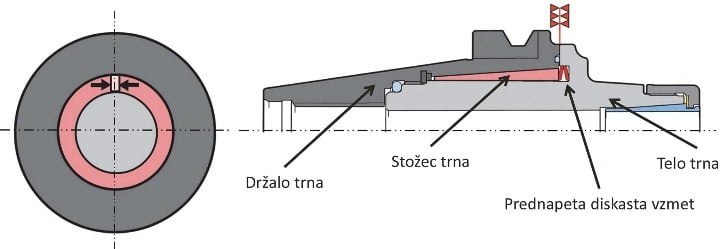
Pomembno vlogo pri obdelavah ima pravilna izbira vpenjalnega trna. V sodobnih proizvodnih procesih je potrebno uporabljati držala katera zagotavljajo:
- Dober kontakt trna z vretenom
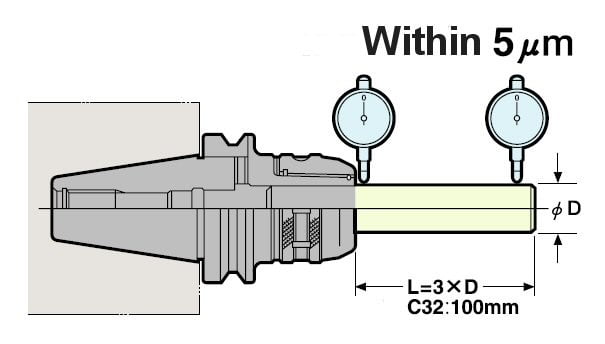
- Run-out centričnost
- Togost
- Dušenje vibracij
- Moč vpenjanja
- Vzdržljivost
Velik problem pri obdelavah je opletanje orodja. Opletanje lahko povzroči prevelike vibracije. Rezilni materiali imajo visoko odpornost proti obrabi in veliko temperaturno odpornost, ter praviloma majhno žilavost. Karbidna orodja bodo, na primer, prej počila kot jeklena orodja. Bolj eksotični orodni materiali, kot npr. diamant, pa so še bolj krhki. Pri visokih hitrostih so enakomerno razporejene obremenitve frezala bistvenega pomena za dosego sprejemljive življenjske dobe orodja iz teh materialov.
Pri vpenjanju orodja s pušami priporočamo uporabo trnov proizvajalca NIKKEN kateri je priznan proizvajalec vpenjalnega orodja za obdelovalne centre. V svojem programu ima med drugim trne Multi Look kateri zagotavljajo visoko centričnost vrtenja in so primerni za visoke vrtljaje do 30.000 min-1, balansirani pa so na G2.5. ter trne za puše SK kateri so primerni za visokohitrostno obdelavo do 50.000 vrt/min