 sl
sl V avtomobilski industriji je v zadnjih letih trend zmanjševanja porabe goriva, izdelane komponente so zato čedalje lažje in manjše. Poleg tega je v uporabi vse več materialov, nekateri od njih pa so tudi težko-obdelovalni. Podjetje Sumitomo Electric Hardmetal Corporation je glede na nove potrebe razvilo novo prevlečeno kvaliteto AC1030U. Uporabili so novo Absotech Bronze fizikalno-vakumsko tehnologijo nanašanja iz parne faze (PVD), kakor tudi novo geometrijo lomilcev odrezkov FYS, ki zagotavlja odličen nadzor nad odrezki in visoko protiobrabno obstojnost pri natančnem struženju. Nova kvaliteta in lomilec odrezkov omogočata prihranke pri obdelavi različnih materialov, kot so ogljikova, legirana, nerjavna in toplotno obstojna jekla.
AC1030U za visoko-natančno struženje majhnih kosov Sumitomo
Nova kvaliteta za visoko-natančno struženje majhnih kosov AC1030U Sumitomo
Slika 1: Nova kvaliteta za visoko-natančno struženje majhnih kosov
Med rezalnimi ploščicami narašča uporaba orodja s substratom iz karbidne trdine in prevleko iz trde keramike (v nadaljevanju prevlečene kvalitete). Zaradi dobrega razmerja med protiobrabno obstojnostjo in žilavostjo v primerjavi z ostalimi rezalnimi materiali, prihaja danes iz te skupine že več kot 70 % vseh kvalitet obračalnih ploščic.
Materiali, ki se obdelujejo s prevlečenimi kvalitetami, vključujejo različna jekla, kot so ogljikova, legirana in nerjavna jekla, kakor tudi železove litine. V zadnjih letih se zlasti v avtomobilski industriji močno povečuje konkurenčni boj na področju zmanjševanja porabe goriva in varčevanja z energijo. Avtomobilske komponente tako postajajo vse lažje in manjše, obdelovani materiali pa so vse bolj raznovrstni.
Posledično mora napredovati tudi zmogljivost rezalnih orodij, še posebej orodij za precizno obdelavo manjših komponent. Ta rezalna orodja morajo biti vsestranska in omogočati obdelavo najrazličnejših materialov, obenem pa izpolnjevati zahteve glede kakovosti obdelanih površin. Konvencionalna orodja so le redko kos tem zahtevam in jih je pogosto treba zamenjati vsakič, ko se spremeni obdelovani material. Zaradi njihove slabše obstojnosti pa je končno manjša tudi produktivnost.
Sumitomo odgovarja na te izzive s kvaliteto AC1030U za natančno obdelavo, pri izdelavi katere je uporabljena Absotech Bronze tehnologija fizikalno-vakumskega nanašanja prevleke iz parne faze (PVD). V svojo ponudbo so dodali tudi novo brušeno geometrijo lomilcev FYS, ki je namenjena fini obdelavi. V nadaljevanju članka je predstavljeno ozadje razvoja nove kvalitete in njena zmogljivost s primeri uporabe.
Problemi pri natančni obdelavi manjših komponent
Rezultati raziskav so pokazali, da je več kot 70 % faktorjev, ki opredeljujejo obstojnost orodja pri natančni obdelavi manjših komponent, povezanih z videzom obdelane površine, kot je motnost, in s težavami z natančnostjo, kot je prevelika hrapavost površine.
Slika 2 prikazuje odvisnost med poškodbami orodja in kakovostjo obdelane površine. Poškodbe orodja, ki še posebej vplivajo na kakovost obdelane površine, so poškodbe na mestu, kjer je orodje v stiku z obdelovancem (radij R in sprednji predel na sliki 2). Krušenje ali tvorba nalepka na radiju R in v sprednjem predelu, v splošnem negativno vplivata na kakovost obdelane površine.
Površinske napake oz. poslabšanje površinske hrapavosti, ki se pojavijo zaradi tega, so pogosto znamenje, da se izteka življenjska doba orodja. Pri natančni obdelavi manjših komponent pa veljajo strožje zahteve po kakovosti površin.
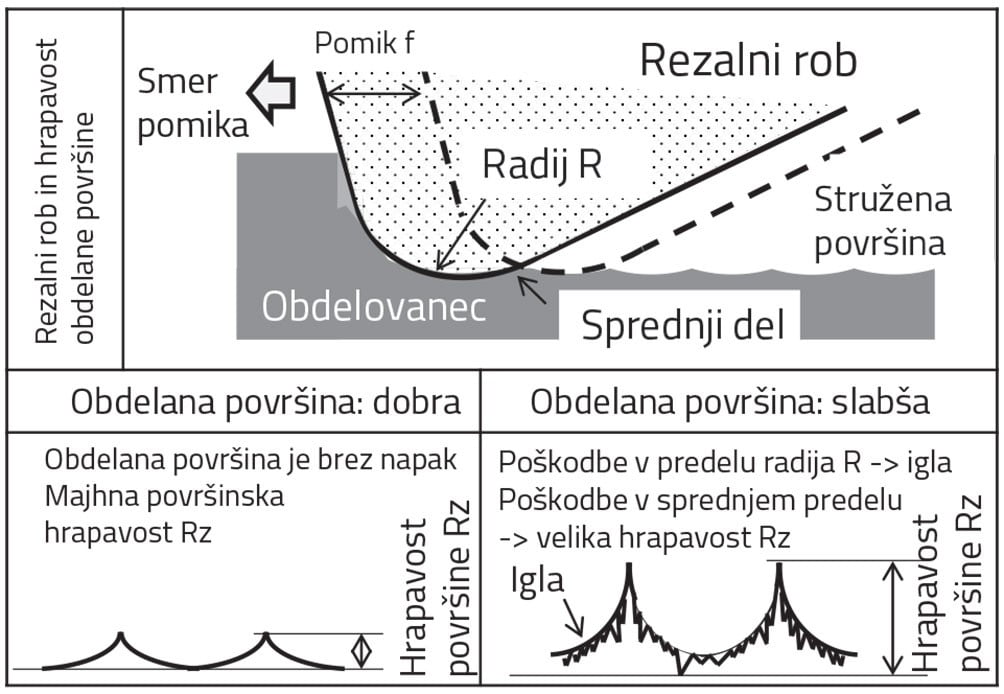
Slika 2: Odvisnost med poškodbami orodja in kakovostjo obdelane površine
Razvoj nove tehnologije za AC1030U
Slika 3 prikazuje ponudbo kvalitet Sumitomo s prevlekami PVD za natančno in končno obdelavo. Področje od nizkohitrostne natančne obdelave do visokohitrostne končne obdelave pokrivajo konvencionalne kvalitete (ACZ150, AC520U, AC6040M) in nova kvaliteta AC1030U. ACZ150 pokriva nizkohitrostno natančno obdelavo, AC520U visokohitrostno natančno in končno obdelavo, medtem ko je kvaliteta AC6040M namenjena predvsem grobi do končni obdelavi nerjavnega jekla. Nova kvaliteta AC1030U s prevleko PVD pokriva široko področje od nizko- do srednjehitrostne natančne obdelave.
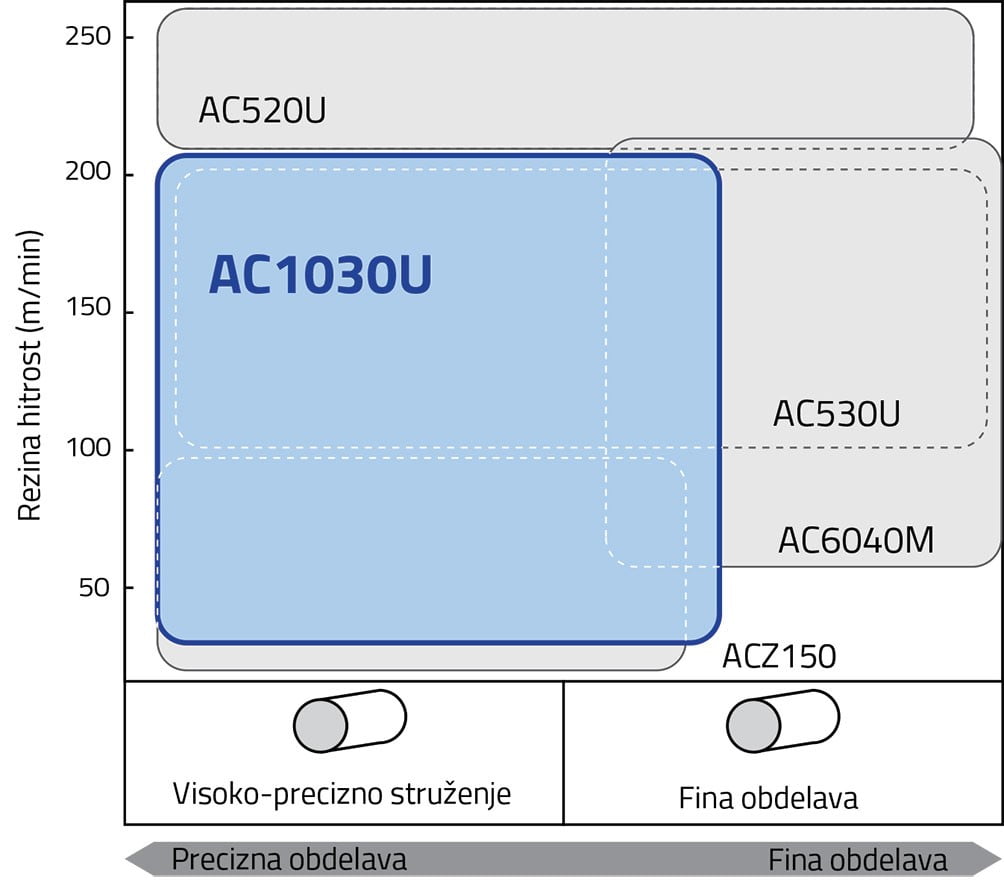
Slika 3: Področje uporabe kvalitete AC1030U
Cilji pri razvoju kvalitete AC1030U
Cilji pri razvoju te kvalitete so bili opredeljeni na osnovi analize poškodb pri natančni obdelavi na ploščicah s konvencionalnimi PVD kvalitetami. Ugotovili so, da so konvencionalne kvalitete sicer odlične pri protiobrabni obstojnosti in ohranitvi kakovosti obdelane površine ob napredujoči obrabi, toda sama kakovost obdelanih površin je v začetni fazi obdelave manjša.
Eden od ciljev pri razvoju kvalitete AC1030U je bila zato protiobrabna obstojnost, ki bo enakovredna ali boljša kot pri konvencionalnih kvalitetah za obdelavo značilnih materialov, iz katerih se izdelujejo manjše avtomobilske komponente, kot so legirana, nerjavna, toplotno obstojna jekla in čisto železo.
Naslednji cilj je bil zagotovitev največje kakovosti obdelane površine med vsemi rezalnimi ploščicami za natančno obdelavo na trgu. Z izboljšanjem kakovosti rezalnega robu se je znatno izboljšala tudi kakovost obdelane površine.
Razvoj kvalitete AC1030U
Kvaliteta AC1030U ima namensko razvit substrat iz karbidne trdine in originalno PVD-prevleko Absotech Bronze. Prevleka uporablja Sumitomovo visokoadhezijsko tehnologijo in se odlično upira luščenju. Zgrajena je iz več tankih slojev in ima kot celota odlično protiobrabno obstojnost, gladek vrhnji sloj pa preprečuje luščenje prevleke na rezalnem robu in tako znatno izboljšuje kakovost obdelane površine. Z novo prevleko je bil tako razrešen problem luščenja, ki je znan pri konvencionalnih kvalitetah.
Na obliko rezalnega robu ploščic za natančno obdelavo v veliki meri vpliva brušenje. Površinska hrapavost rezalnega robu kvalitete AC1030U je bila zato znatno izboljšana z novo tehnologijo poliranja, slika 4. Izboljšanje kakovosti s poliranjem v kombinaciji z novo prevleko PVD zmanjša nastanek valovitosti rezalnega robu.
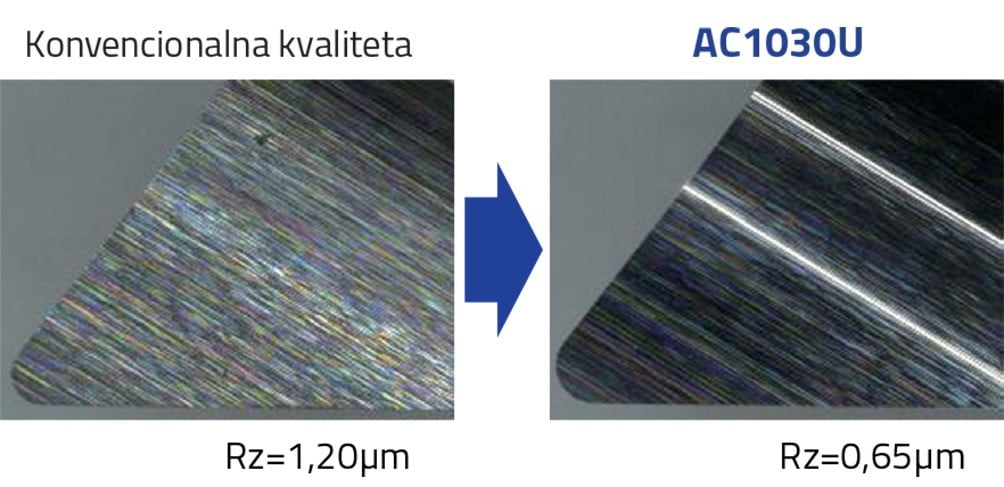
Slika 4: Poliran rezalni rob kvalitete AC1030U (brez prevleke)
Rezalna zmogljivost kvalitete AC1030U
Uspešnost kvalitete AC1030U pri struženju legiranega jekla dokazuje, da se je z izboljšanim rezalnim robom povečala tudi kakovost obdelanih površin v primerjavi s konvencionalnimi in konkurenčnimi kvalitetami. Pri obdelavi nerjavnega jekla je bila zabeležena manjša obraba, kvaliteta pa vse od začetne faze obdelave
dosega boljšo kakovost obdelanih površin kot konvencionalne in konkurenčne kvalitete. Kvaliteta AC1030U prinaša bolj gladke površine tudi pri obdelavi toplotno obstojnih jekel. Izboljšanje kakovosti rezalnega robu z novo prevleko PVD in tehnologijo poliranja je doseglo želeni učinek, AC1030U pa se tako ponaša s protiobrabno obstojnostjo in kakovostjo obdelanih površin, ki sta enakovredni ali boljši kot pri konvencionalnih in konkurenčnih kvalitetah.
Geometrija lomilca FYS za fino obdelavo
Obstojnost in produktivnost orodja pri natančni obdelavi manjših kosov iz nizkoogljičnega jekla, čistega železa ali drugih mehkih materialov, ki so nagnjeni k prijemanju na orodje, sta odvisni od nadzora nad odrezki in od vrste materiala. Sumitumo ima zato v svoji ponudbi več brušenih geometrij za lomljenje odrezkov pri natančnih obdelavah: tipa FY in FX za majhne globine rezanja in majhne pomike, tipa W in SD za obdelave blizu končni, gladilno geometrijo SDW in tip FYS za fine obdelave.
Geometrija lomilca odrezkov FYS je ožja kot pri drugih lomilcih in zagotavlja boljši nadzor nad odrezki, predvsem pri finih obdelavah z vrednostmi pomika pod 0,05 mm/vrt in pri globinah rezanja pod 1,0 mm. S prihodom geometrije FYS je tako pokrita široka paleta obdelav od finih do končnih. Izboljšan nadzor nad odrezki pa prinaša tudi zmanjšanje obrabe v obliki kraterja pri obdelavi čistega železa za daljšo obstojnost orodja pri finih obdelavah (slika 5).
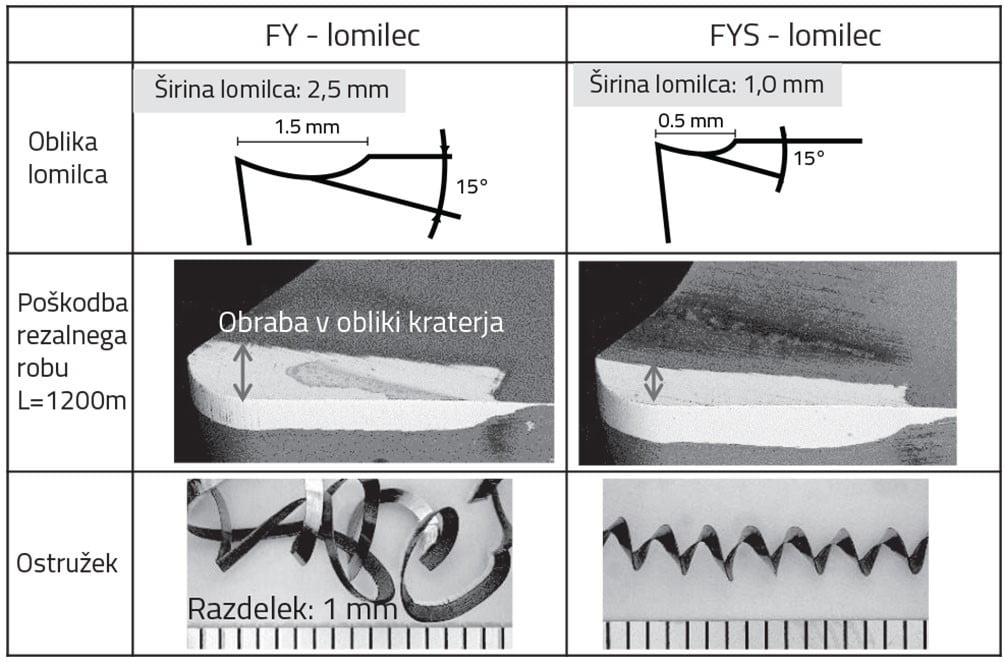
Slika 5: Delovanje lomilca odrezkov FYS
Obdelovani material: čisto železo
Ploščica: DCGT11T302R-FY,FYS
Rezalni parametri:
vc = 120 m/min, f = 0,02 mm/vrt., ap = 0,8 mm, emulzija
Primeri uporabe kvalitete AC1030U
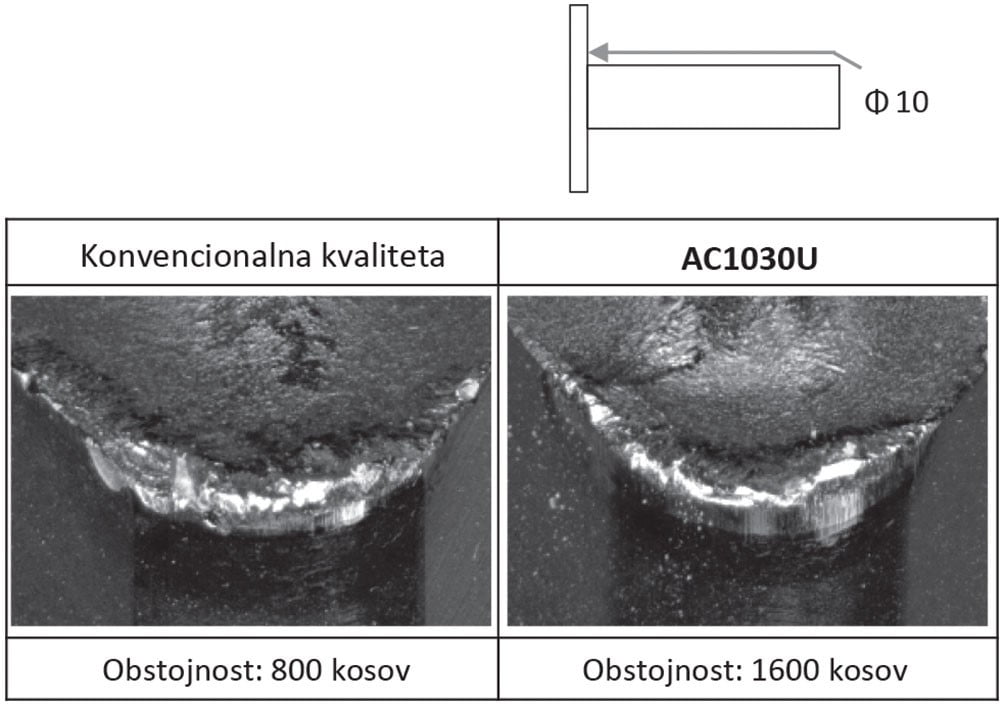
Na slikah 6 in 7 sta primera struženja in obrabe ploščic AC1030U. Slika 6 prikazuje ploščico, ki je bila uporabljena za obdelavo jekla. Kvaliteta AC1030U zagotavlja stabilno kakovost obdelanih površin tudi po dvakrat toliko kosih kot konvencionalna kvaliteta, pri tem pa ne kaže nobenih nepričakovanih poškodb, kot je npr. krušenje rezalnega robu. Na Sliki 7 je ploščica, ki je stružila nerjavno jeklo. Tudi v tem primeru kakovost obdelave ostane stabilna tudi po dvakrat toliko kosih kot pri konkurenčni kvaliteti in ni znakov krušenja rezalnega robu.

Slika 7: Kvaliteta AC1030U po obdelavi jekla
Obdelovanec: šoba (S45C)
Ploščice: DCGT070202MN-SI
vc = 200 m/min
f = 0,06–0,08 mm/vrt.
ap = 0,1 mm, olje
Slika 8: AC1030U po obdelavi nerjavnega jekla
Obdelovanec: ohišje senzorja (SUS430)
Ploščica: DCMT11T304MN-FC
vc = 50 m/min
f = 0,06 mm/vrt.
ap = 0,2 mm, emulzija
Kvaliteta AC1030U z novo PVD-prevleko Absotech Bronze ponuja odlično kakovost struženih površin in protiobrabno obstojnost pri natančnih obdelavah. V kombinaciji z novim lomilcem odrezkov FYS za fine obdelave zagotavlja odlično zmogljivost pri natančni obdelavi najrazličnejših materialov, kot so navadna, nerjavna in toplotno obstojna jekla ter čisto železo. AC1030U poleg tega znatno zmanjšuje stroške in izboljšuje produktivnost pri natančnih obdelavah.