 sl
sl Pri izdelavi orodja se pogosto pojavijo zahteve po spremembah, ki v zadnjih fazah procesa lahko predstavljajo tehnološki izziv. Tak primer je izdelava navoja v termično obdelan obdelovanec. Klasični postopki so zamudni in dragi, zato nenehno iščemo nove rešitve. Če hočemo čas za izdelavo navojnih izvrtin in navojev skrajšati, potem potrebujemo tudi primerno rezilno orodje. Pri izdelavi navojev postajajo navojni rezkarji zaradi svojih prednosti vse bolj priljubljeni. Za rezkanje navoja je potreben bistveno manjši navor na vretenu stroja, tvorijo se kratki odrezki, ki jih enostavneje odvajamo iz izvrtine, zato ne prihaja do pogostega loma orodja in zastojev. Navoj lahko vrežemo do dna izvrtine, površina navoja pa je bolj gladka in brez sledi, ki jo povzroči menjava smeri rotacije. Pri konvencionalnem navojnem rezkanju moramo pred izdelavo navoja izvrtati izvrtino. OSG je razvil nov navojni rezkar AT-2 s katerim izdelamo navoj z rezkanjem brez vrtanja predhodne izvrtine. Patentirani navojni rezkar je namenjen za izdelavo navoja v kaljena jekla do 65 HRc, sive in nodularne litine ter Ti- in Ni-zlitine. Posebno zanimiv je za uporabo v orodjarstvu, kjer med zadnjimi operacijami odrezovanja nastopi izdelava navoja. Pri obdelavi v trdo se namreč pogosto srečamo z lomom svedra ali navojnega svedra. Razvili so tudi navojni rezkar AT-2 R-SPEC za izdelavo navoja v aluminij brez predhodnega vrtanja. Pri tem tipu je bistvena prednost krajši čas izdelave navoja.
Novi trendi izdelave navojev v orodjarstvuAT-2 in AT-2 R-SPEC
Novi trendi izdelave navojev v orodjarstvu
Novi trendi izdelave navojev v orodjarstvu
Pri izdelavi orodij se podjetja srečujejo z vedno krajšimi roki izdelave ter zahtevami kupcev po spremembah, ki predstavljajo težavo, ko je potrebno izdelati navoje v termično obdelana orodja. Klasični postopki kot so npr. izdelava navoja v kaljeno jeklo z erodiranjem so zelo zamudni in dragi, zato nenehno iščemo nove rešitve. Za klasični postopek izdelave navoja v kaljena jekla ima japonski proizvajalec rezilnih orodij OSG dva tipa svedrov: WH55 oz. WHO55 (do trdote 55 HRc), in WH70-DRL (do 70 HRc) ter navojne svedre WH55-OT za vrezovanje navojev v toplotno obdelane materiale. Pri klasični izdelavi navoja v obdelovance manjših debelin lahko predstavlja omejitev dolžina navoja, ki ne sega do dna izvrtine.
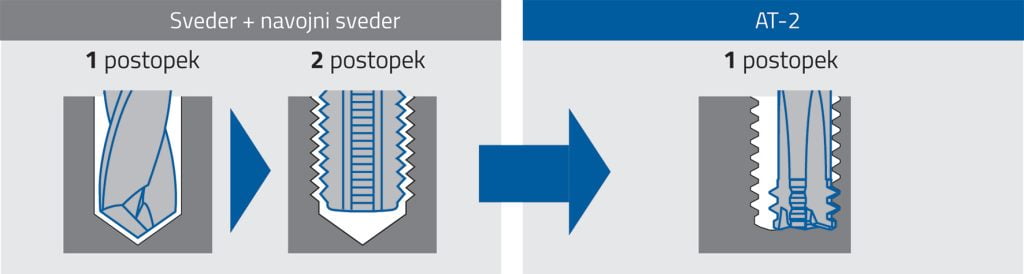
OSG je razvil navojni rezkar AT-2, ki predstavlja zelo velik napredek pri rezkanju navojev saj lahko istočasno izvajamo spiralno vrtanje, vrezovanje navojev in posnemanje z enim orodjem. (3 procesi).
Prednosti navojnih rezkarjev AT-2
Tveganje nenadnega zloma orodja je mogoče zmanjšati na najmanjšo možno mero, če odrezke razbijemo na majhne in obvladljive delce, ki jih lahko učinkovito odvajamo. Ker navojni rezkar istočasno izdeluje izvrtino in navoj dosežemo združitev dveh procesov v enega.
Slika 1: Ne samo, da je vrezovanje navojev izziv, tudi
predhodni postopek vrtanja pilotne izvrtine je
lahko zahteven postopek...
Z AT-2 navojni rezkarji odpravimo težavo nenadnega loma zaradi težav z odrezki, zato je proces predvidljiv in delo operaterja enostavnejše.
Prevleka Durokey
Trde prevleke zmanjšajo trenje in s tem znižajo temperaturo rezilnega roba. Zato je manjši tudi prenos toplote na površino orodja (zaradi manjšega koeficienta toplotne prevodnosti). Večina toplote gre zato v odrezek.
Poleg manjšega trenja prevleka tudi preprečuje
sprijemanje z materialom obdelovanca.
Sestavljena je iz super toplotno odporne plasti in ultra-finega periodičnega nano-plastnega sloja. Ta zagotavlja vrhunsko žilavost in ohranja visoko toplotno in obrabno odpornost pri rezkanju jekel visoke trdote.
Navojni rezkarji AT-2 R-SPEC za aluminij
Za izdelavo navojev v aluminij so razvili navojne rezkarje AT-2 R-SPEC. Tudi ti imajo levo-rezno geometrijo in levo rotacijo vretena (rotacija nasprotna smeri urinega kazalca). Prevlečeni so s posebno DLC-IGUSS prevleko, ki preprečuje tvorbo nalepkov na rezilnem robu in podaljšuje življensko dobo orodja. Ker imajo samo dva rezilna roba je v vijačnici toliko več prostora za nemoten odvod odrezkov. Nad premerom 4,6 mm ima orodje tudi centralni kanal za dovod hladilno-mazalne tekočine. Glavna prednost the navojnih rezkarjev je prihranek časa pri izdelavi navoja. V primerjavi s konvencionalnim postopkom izdelamo navoj hitreje za 25 % in več, to pa predstavlja pri serijski obdelavi ogromne prihranke. Kot je že omenjeno, nadomestimo konvencionalno vrtanje in vrezovanje navoja z direktno izdelavo navoja v polno z rezkanjem brez vrtanja. Primerni so za Al, Mg in Cu-zlitine.
Ob uporabi navojnih rezkarjev brez hlajenja skozi center je potrebno pravilno usmeriti dovod hladilnega sredstva.
Pri navojnih rezkarjih AT-2 R-SPEC je priporočena uporaba hladilno-mazalne tekočine. Vendar je možna tudi obdelava z izpihom z zrakom, kar je včasih potrebno pri obdelavi delov za elektro in letalsko industrijo.
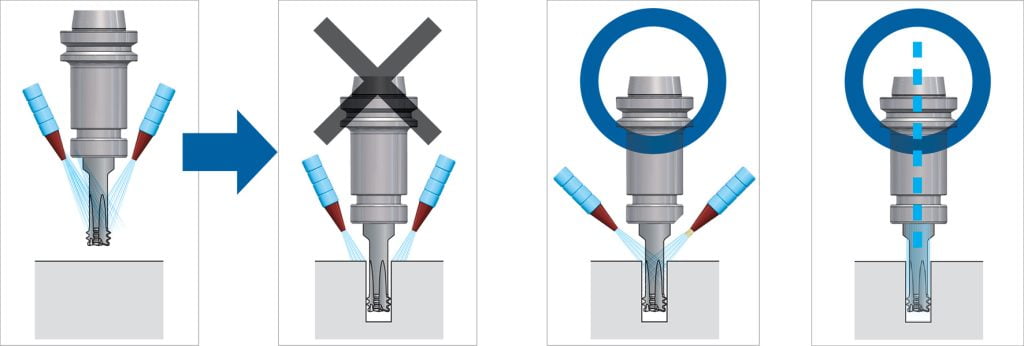
Slika6: Dovod hladilno mazalne tekočine
Podporna orodja za nastavitev navojnih rezkarjev
Za pomoč pri nastavitvi navojnega rezkarja so nam na voljo tri podporna orodja in sicer:
- RPRG
- DCT
- ThreadPro
RPRG
Navojni rezkar potrebuje veliko korekcij programa preden lahko pričnemo s proizvodnjo. Z zmanjšanjem števila popravkov lahko skrajšate čas nastavitve orodja. Kaj je RPRG? Običajno nas programska oprema CAM vpraša za premer orodja. Vendar, če tu vnesemo vrednost polovice premera, navoj ne bo izdelan v predpisani toleranci. Vnesti moramo vrednost RPRG. Za veliko navojnih rezkarjev se namreč polmer navojnega rezkarja razlikuje od vrednosti RPRG. Vrednosti RPRG so natiskane na embalaži in vgravirane na steblo orodja.
DCT kontrolnikom navoja
Izdelan navoj preizkusimo in izmerimo premer koraka s kontrolnikom navoja DCT ter po potrebi prilagodimo premer tega programa za odmik. DCT je orodje, ki lahko izmeri premer koraka na vhodu notranjega navoja.

Slika 7: Kontrolniki navoja
Primer: Vrtanje izvrtine in vrezovanje navoja
- Notranji navoj:M6X1 R Spec
- Globina navoja:12mm
- Premer izvrtine:Ø5 mm
- Stroj:BT40 horizontalni obdelovalni center
- Hlajenje: emulzija
- Material: AlSi11Cu3 aluminijeva zlitina
- Št. navojev:13
Slika 10: Prihranek AT-2 pri obdelavi Al-zlitine

HM sveder: 71 m/min; 0,17 mm/vrt
Navojni sveder: 18,6 m/min; 1.000 min-1
Čas obdelave: 93,3 s
AT-2 R Spec
160 m/min; 0,35 mm/z
11.072 min-1
Čas obdelave: 62,5 s
Primer: Izdelava navoja v predodlite luknje
- Navoj:M6X1 R Spec
- Globina navoja:12 mm
- Izvrtina:Ø5 mm
- Stroj:HSK50 vertikalni obdelovalni center
- Hlajenje: Emulzija
- Material:A6061-T6 valjan aluminij
Slika 11: Prihranek AT-2 pri obdelavi aluminijastih odlitkov

Navojni sveder:
27,2 m/min; 2.000 min-1
Čas obdelave: 3,83 s
AT-2 R Spec
220 m/min; 0,228 mm/z;
13.840 min-1
Čas obdelave: 2,27 s
Zaključek
Navojni rezkarji proizvajalca OSG poleg visoke učinkovitosti ne zahtevajo vnaprej izdelanih izvrtin in omogočajo obdelavo v težkih pogojih. Z navojnimi rezkarji AT-2 lahko obdelujemo material do 65 HRC s tem, da lahko izvajamo spiralno vrtanje in vrezovanje navojev z enim orodjem (2 procesa).
Podobno tudi navojni rezkarji AT-2 R-SPEC ne zahtevajo vnaprej izvrtanih izvrtin. Razvili so jih za vrezovanje navojev v lite luknje. Z njimi lahko obdelujemo aluminij z zračnim hlajenjem in nam omogočajo obdelavo v težavnejših pogojih, kjer olja ni mogoče uporabiti (kot so elektronski in letalske komponente)
Pri konvencionalnem postopku izdelave navoja sta vrtanje izvrtine v kaljeno jeklo in nato vrezovanje navoja zahtevna postopka in se oba lahko končata z lomom orodja. Pri izdelavi predhodne izvrtine za navoj moramo upoštevati konico svedra in dolžino nepopolnega navoja na dnu izvrtine. To lahko predstavlja težavo, ko imamo predpisano globino navoja in smo omejeni z debelino obdelovanca.
Pri uporabi navojnih rezkarjev OSG AT-2 pa imamo na dnu samo 1,5P nepopolnega navoja kar pomeni, da lahko na materialu enake debeline izdelamo bistveno globlji navoj.
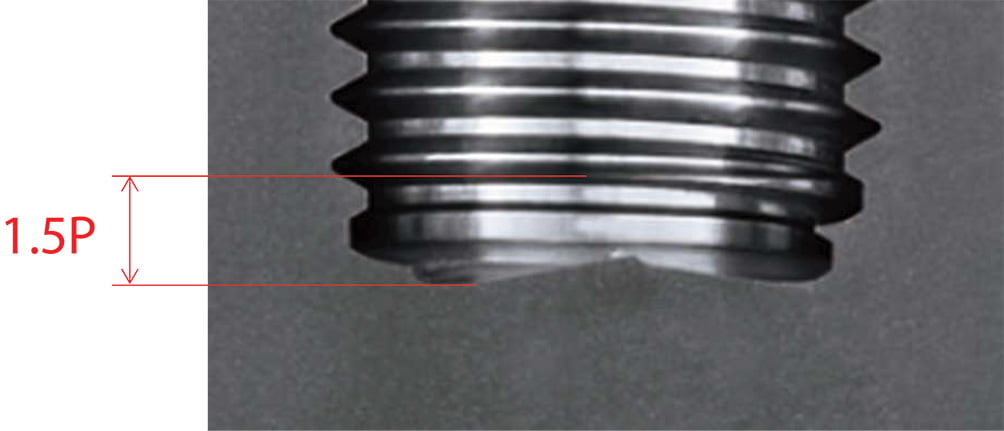
Slika 2: AT-2 izdela na dnu izvrtine samo 1,5P nepopolnega navoja, kar je lahko pomembno pri tankih obdelovancih.
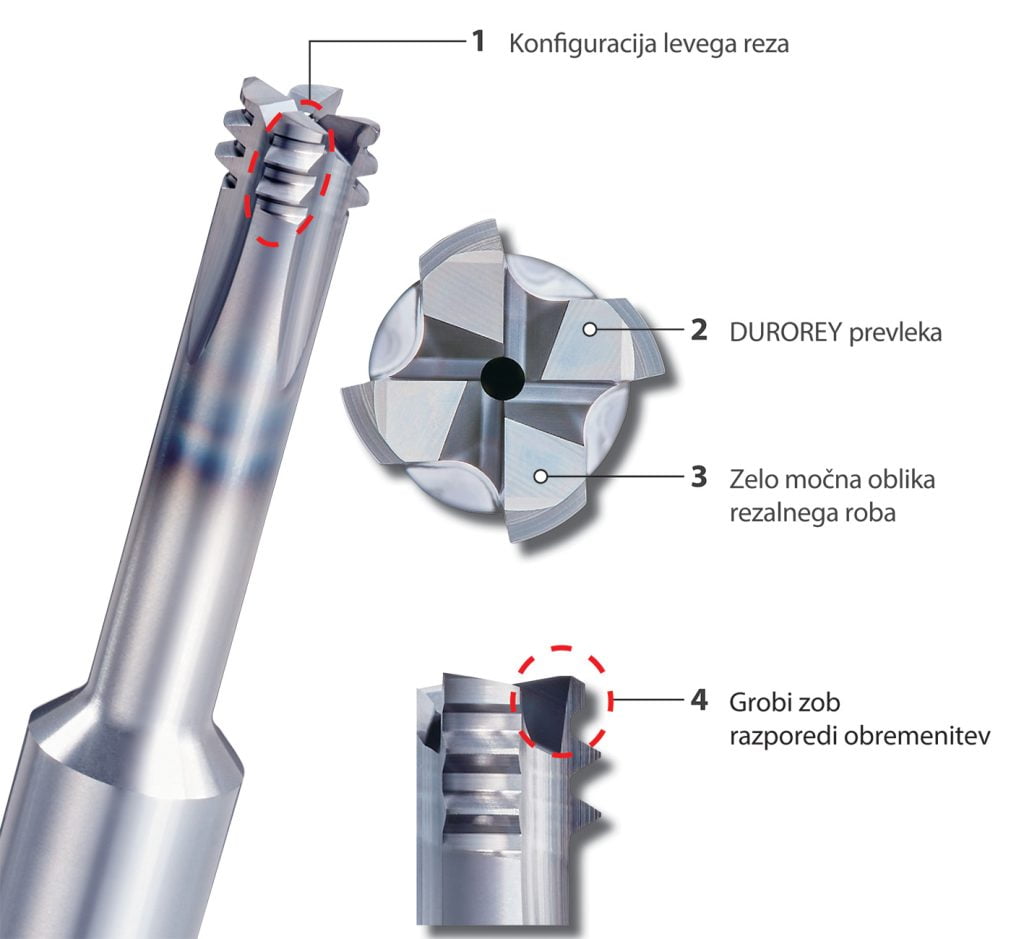
Zanj sta značilni geometrija levo-reznega orodja z levo rotacijo (programska koda M4) in smer pomika v desno. Upogib orodja se zmanjša zaradi geometrije z vzpenjajočimi rezili in grobim zobom, ki razporedi obremenitev. Za obdelavo jekel z visoko trdoto so na novo razvili Durokey prevleko.
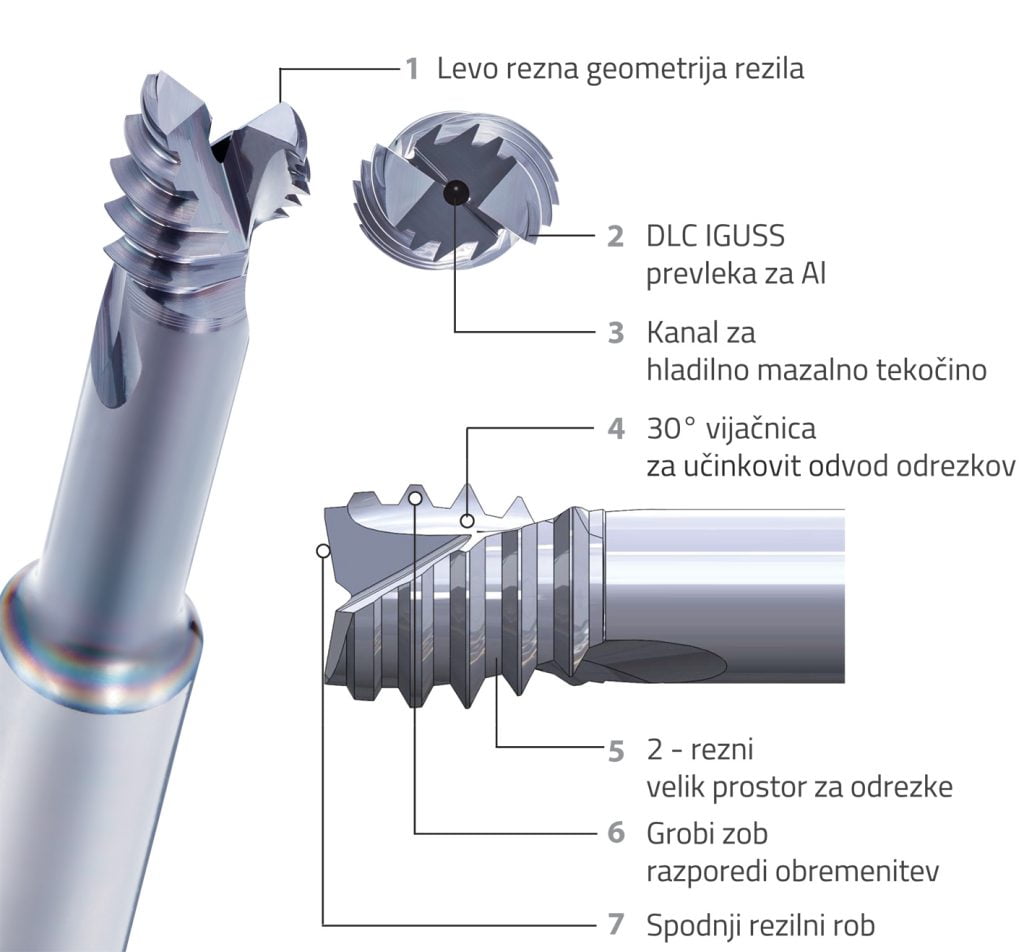
Slika 4: Navojni rezkarji AT-2 R Spec so namenjeni za izdelavo navojev v Al-, Mg- in Cu-zlitine. Njihova prednost je hitrost izdelave navoja, ki je kar 25% od konvencionalnega postopka vrtanja in vrezovanja navoja.
AT-2 R-SPEC so posebno primerni za izdelavo navojev v odlitke, ki imajo že predhodno grobo odlite luknje. Centričnost teh lukenj v odlitkih ni točna, prav tako ni točne vporednosti med osjo luknje in navojnim svedrom. Pri konvencionalnem postopku vrezovanja navoja to predstavlja težavo, saj luknja usmerja navojni sveder. Za navojni rezkar AT-2 R-SPEC pa tovrstne netočnosti lukenj v odlitkih nimajo vpliva. Navoj obdela vedno v ustreznih tolerancah.
Uporaba hladilno-mazalnih sredstev
Pri rezkanju navojev je potrebno nameniti posebno pozornost pravilni izbiri hladilnega sredstva. Za jekla visoke trdote je najbolj priporočena uporaba oljne megle medtem, ko uporaba hladilne tekočine skrajša življenjsko dobo orodje. Pri splošnih jeklih pa se priporoča uporabo hladilne tekočine, odsvetujejo pa uporabo oljne megle.
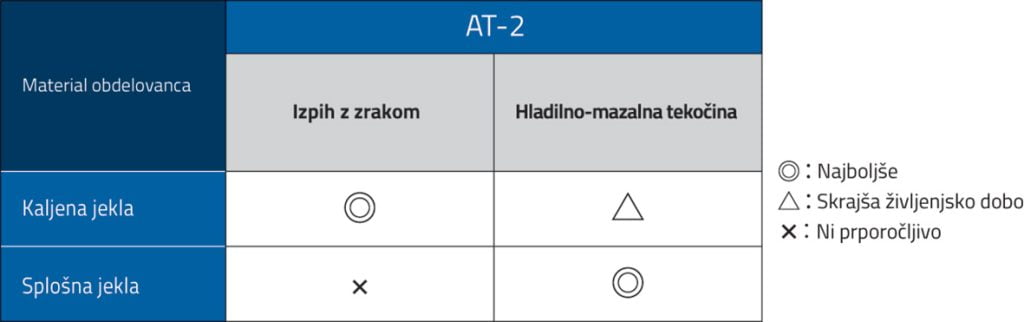
Slika 5: Uporaba hladilnega sredstva glede na vrsto jekla
Kako napišemo nc program za rezkanje navojev?
S programom ThreadPro lahko zelo preprosto izdelate obdelovalni program za navojne rezkarje OSG.
Delo s programom je enostavno in nam omogoča, da v nekaj korakih izdelamo program.
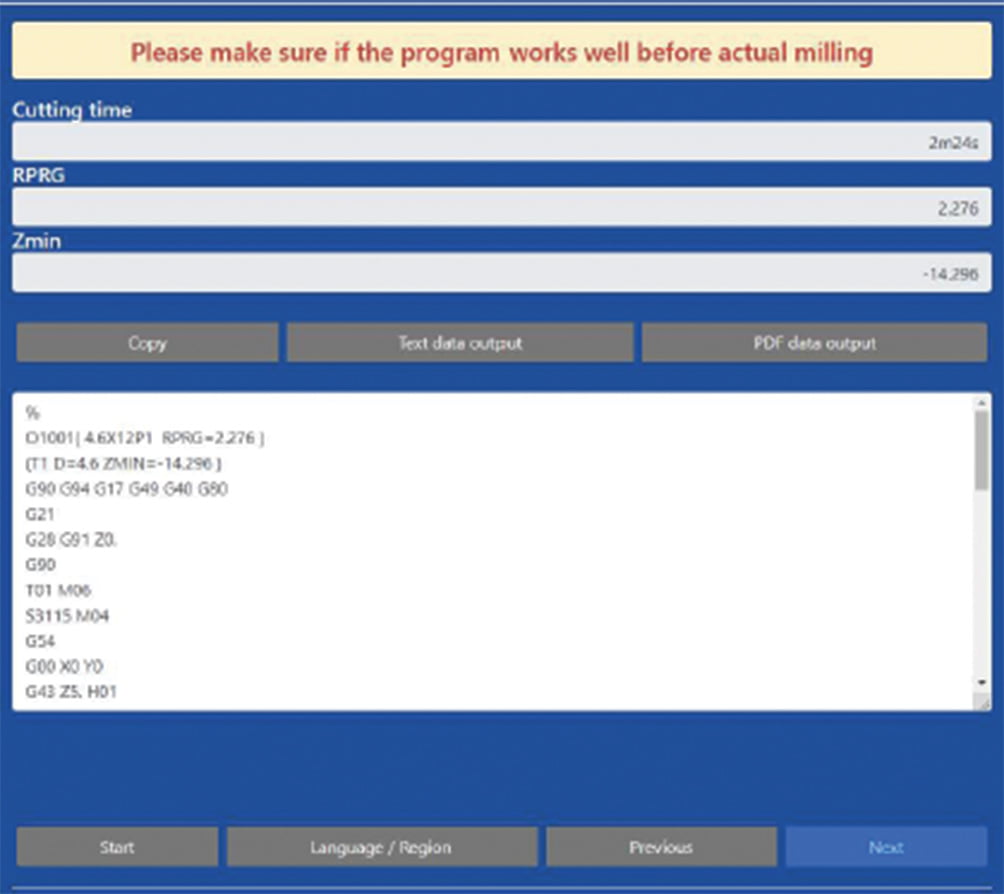
Slika 8: Program ThreadPro izdela nc kodo za obdelavo z navojnim rezkarjem
Primeri uporabe navojnih rezkarjev
Uporaba navojnih rezkarjev pri jeklu 1.2379 (60 HRc) je zelo učinkovita. Pri vrezovanju navojev je življenska doba navojnega rezkarja bistveno daljša od navojnega svedra.
Slika 10: Prihranek AT-2 pri obdelavi Al-zlitine
HM sveder: 71 m/min; 0,17 mm/vrt
Navojni sveder: 18,6 m/min; 1.000 min-1
Čas obdelave: 93,3 s
AT-2 R Spec
160 m/min; 0,35 mm/z
11.072 min-1
Čas obdelave: 62,5 s
Primer: Izdelava navoja v predodlite luknje
- Navoj:M6X1 R Spec
- Globina navoja:12 mm
- Izvrtina:Ø5 mm
- Stroj:HSK50 vertikalni obdelovalni center
- Hlajenje: Emulzija
- Material:A6061-T6 valjan aluminij
Slika 11: Prihranek AT-2 pri obdelavi aluminijastih odlitkov
Navojni sveder:
27,2 m/min; 2.000 min-1
Čas obdelave: 3,83 s
AT-2 R Spec
220 m/min; 0,228 mm/z;
13.840 min-1
Čas obdelave: 2,27 s
Orodje | AT-2 6,2x16 P1,25 | HM SNS M8x1,25 3D |
Material | 1.2379 (60 HRc) | 1.2379 (60 HRc) |
Rezalna hitrost | 45 m/min (2.310 min-1) | 2 m/min (80 min-1) |
Pred-izvrtina | brez | Ø6,8x23,5mm |
Notranji navoj | M8x1,25 | M8x1,25 |
Globina navoja | 16 mm (2D) | 16 mm (2D) |
Hlajenje | oljna megla | emulzija |
Stroj BT40 | Horizontalni | Vertiklalni |
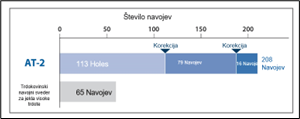
V primerjavi s konkurenčnim navojnim rezkarjem, kjer je potrebno izdelati predhodne izvrtine, je ob enakem številu korekcij orodja življenjska doba bistveno daljša in posledično uporaba bolj ekonomična.
Primer: Vrtanje izvrtine in vrezovanje navoja
Notranji navoj:M6X1 R Spec
Globina navoja:12mm
Premer izvrtine:Ø5 mm
Stroj:BT40 horizontalni obdelovalni center
Hlajenje: emulzija
Material: AlSi11Cu3 aluminijeva zlitina
Št. navojev:13
Slika 10: Prihranek AT-2 pri obdelavi Al-zlitine
HM sveder: 71 m/min; 0,17 mm/vrt
Navojni sveder: 18,6 m/min; 1.000 min-1
Čas obdelave: 93,3 s
AT-2 R Spec
160 m/min; 0,35 mm/z
11.072 min-1
Čas obdelave: 62,5 s
Primer: Izdelava navoja v predodlite luknje
Navoj:M6X1 R Spec
Globina navoja:12 mm
Izvrtina:Ø5 mm
Stroj:HSK50 vertikalni obdelovalni center
Hlajenje: Emulzija
Material:A6061-T6 valjan aluminij
Slika 11: Prihranek AT-2 pri obdelavi aluminijastih odlitkov
Navojni sveder:
27,2 m/min; 2.000 min-1
Čas obdelave: 3,83 s
AT-2 R Spec
220 m/min; 0,228 mm/z;
13.840 min-1
Čas obdelave: 2,27 s
Zaključek
Navojni rezkarji proizvajalca OSG poleg visoke učinkovitosti ne zahtevajo vnaprej izdelanih izvrtin in omogočajo obdelavo v težkih pogojih. Z navojnimi rezkarji AT-2 lahko obdelujemo material do 65 HRC s tem, da lahko izvajamo spiralno vrtanje in vrezovanje navojev z enim orodjem (2 procesa).
Podobno tudi navojni rezkarji AT-2 R-SPEC ne zahtevajo vnaprej izvrtanih izvrtin. Razvili so jih za vrezovanje navojev v lite luknje. Z njimi lahko obdelujemo aluminij z zračnim hlajenjem in nam omogočajo obdelavo v težavnejših pogojih, kjer olja ni mogoče uporabiti (kot so elektronski in letalske komponente)
Programska oprema Thread Pro nam omogoča enostavno izdelavo programa, s pomočjo podatka RPRG zmanjšamo število popravkov programa in posledično skrajšamo čas nastavitve orodja, DCT pa nam pomaga skrajšati čas nastavitve in vizualizira premer koraka AT-2.
Branko Ušaj