 sl
sl Univerzalne rezkalne glave za čelno obdelavo so močno razširjene v kovinskopredelovalni industriji. Ta orodja morajo zagotavljati stroškovno ugodno obdelavo, obenem pa morajo biti primerna za najrazličnejše aplikacije in zagotavljati odlično kakovost obdelane površine. Družba Sumitomo Electric Hardmetal Corporation odgovarja na te izzive z novo serijo rezkalnih glav Dual Mill DGC, namenjeno splošnemu čelnemu rezkanju. Serija uporablja ploščice z negativno geometrijo, ki jih lahko uporabljamo na obeh straneh, kar podvoji ekonomičnost obdelave. Na rezkalni glavi lahko uporabimo tako ploščice pravokotne oblike z 8 rezalnimi robovi kakor tudi z osem-kotne ploščice z 16 rezalnimi robovi. Za različne tipe obdelave so na voljo razni lomilci odrezkov, vključno z lomilcem, ki preprečuje nastanek igle na obdelanem robu obdelovanca.
Rezkalna glava Sumitomo DGC znižuje stroške obdelave
Rezkalna glava Sumitomo DGC znižuje stroške obdelave

DGC
DGCM
DGCF
DGC-W
Slika 1: Rezkalne glave Sumitomo serije Dual Mill DGC
Rezkalne glave za čelno obdelavo so najbolj razširjeno orodje za obdelavo kovin. Te glave morajo pokrivati široko območje aplikacij in zmanjšati strošek na obdelan kos obdelovanca. Na glavah za čelno obdelavo uporabljamo ploščice različnih oblik in z različnimi lomilci, kar omogoča uporabo pri najrazličnejših aplikacijah. Ena od pomembnih zahtev je tudi visoka kakovost obdelane površine obdelovanca.
Sumitomo je kot odgovor na te zahteve razvil novo serijo glav za čelno rezkanje Dual Mill DGC (Slika 1) z obračalnimi ploščicami, pri katerih je uporabil novo tehnologijo za izdelavo prevlek. Rezkalne glave DGC omogočajo odlično kakovost obdelane površine in so primerne za različne aplikacije. Uporaba rezkalnih ploščic z negativno obliko in podvojenim številom rezalnih robov močno zmanjša strošek orodja. Članek opisuje lastnosti in zmogljivost obdelave z rezkalno glavo DGC.
Stroškovna učinkovitost
Ploščice za rezkalne glave se delijo na dve vrsti: negativne, pri katerih se za odrezavanje uporabljata obe strani, in pozitivne, kjer se uporablja samo ena stran. Pozitivne ploščice zagotavljajo visoko zmogljivost rezalnih robov, medtem ko imajo negativne ploščice veliko rezalno silo. Razlika izhaja iz različne oblike pozitivnih in negativnih ploščic. Negativne ploščice so manj ostre in jih bolj redko uporabimo pri splošnem rezkanju, kjer nastopajo kar visoki obdelovalni parametri. Toda pri negativnih ploščicah lahko uporabimo obe strani ploščice, kar zelo poveča ekonomičnost. Poleg tega so negativne ploščice zelo odporne na poškodbe, ker imajo močan rezilni rob. Kot rečeno, imajo pozitivne in negativne ploščice različne lastnosti in jih moramo pravilno uporabiti pri različnih obdelavah.
Pri DGC seriji so uporabili negativne ploščice razreda M in tako dobili dvojno število rezalnih robov in stroškovno učinkovitost. Na ploščici so razvili geometrijo lomilcev, ki naredijo ostrejši rezalni rob. Rezultat je obdelava z rezalno silo, ki je tako nizka kakor pri pozitivnih ploščicah.
Poleg tega je na DGC glavah mogoče uporabiti dve obliki ploščic s čimer pokrijemo široko območje aplikacij (Sliki 2 in 3): kvadratno ploščico z osmimi rezalnimi robovi ali osemkotno ploščico s 16 rezalnimi robovi. Največja globina reza pri pravokotnih in osemkotnih ploščicah je 6,0 oz. 3,0 mm. Največjo globino reza lahko uporabimo na vseh rezalnih robovih.
Rezalni robovi negativnih ploščic s kompleksnimi lomilci se med običajnim postopkom sintranja deformirajo. Pojavi se namreč razlika med premeroma na sprednji in zadnji strani ploščice, kar povzroči oplet pri obdelavi in krajšo obstojnost. Pri DGC glavi so z novo razvito tehnologijo sintranja uspeli razpoloviti te razlike v premerih.
Pravokotna ploščica z 8 rezalnimi robovi
Osemkotna ploščica s 16 rezalnimi robovi

Slika 2: Oblika ploščic za rezkalno glavo DGC
Pravokotna ploščica z 8 rezalnimi robovi
Osemkotna ploščica s 16 rezalnimi robovi

Slika 3: Naleg ploščic na rezkalno glavo DGC
Izboljšana učinkovitost pri grobi in fini obdelavi
Kot pri vseh konvencionalnih glavah se pri nepazljivem vpetju ploščice na glavo v smeri vrtenja pojavi čelni kot, ki je večji od nič. Tudi zelo majhen kot čelni kot lahko močno vpliva na zmanjšanje kakovosti obdelane površine, saj ima večina konvencionalnih orodij raven wiper rob.
Ta problem so v Sumitomo razrešili s krožnim wiper robom in novimi lomilci za negativne ploščice. S tem so dobili ekstremno ostre rezalne robove in visoko kakovost obdelane površine pri tem pa so ohranili močan rezilni rob, ki je značilen za negativne ploščice (Slika 4).
Ko se wiper oblika iz ploščice prenese na površino obdelovanca, nastanejo zaradi minimalnega čelnega kota na površini obdelovanca stopničke. V primeru serije DGC imamo krožni wiper rezalni rob, zato so stopničke na površini obdelovanca znatno nižje kot pri ravnem wiper robu.
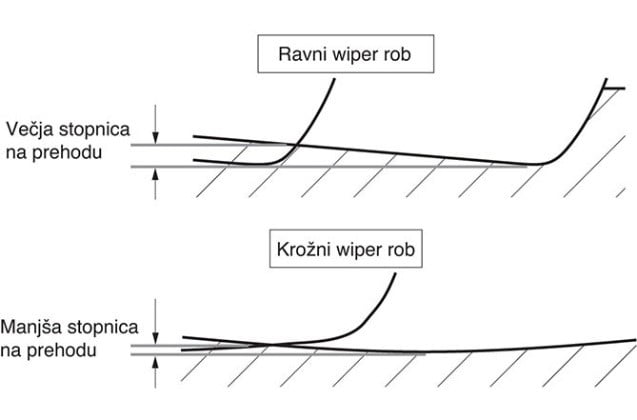
Slika 4: Ravni in krožni wiper rob
Serija DGC tako omogoča izdelavo zelo kakovostnih površin, ki jih običajno dosegamo s fino končno obdelavo, obenem ima ostrino in visoko trdnost, ki je nujna za grobo obdelavo. Glave iz serije DGC so tako uporabne za grobo in fino obdelavo brez menjavanja ploščic, s čimer odpade mrtvi čas za menjavo in nastavitev glave.
Pri čelnem rezkanju se lahko na robovih obdelovanca pojavi trda igla. Kadar imamo opravka s tako iglo, moramo pri obdelavi dodati dodaten postopek za pobiranje igle, kar pa zelo poveča čas in strošek obdelave. Naše stranke so zato zahtevale lomilce odrezkov, ki preprečujejo nastajanje igle. Igla se tvori tako pri pozitivnih kot pri negativnih ploščicah, vendar je igla pri pozitivnih zaradi ostrejšega robu tanjša. Za serijo DGC so namensko razvili lomilec FG za manjšo tvorbo igle.
pa je igla pri negativnih ploščicah zaradi ostrejših rezalnih robov trša kot pri pozitivnih ploščicah. Za serijo DGC je bil zato namensko razvit lomilec odrezkov, ki zmanjšuje pojav igle.
Večina konvencionalnih ploščic ima okrogel prehod (polmer zaokrožitve) med glavnim rezalnim robom in wiper robom ploščice (Slika 5). Pri DGC seriji ima ta prehod obliko posnetega robu (Slika 6).
Zaradi tega so odrezki stanjšani in se bolj gladko odvajajo, to vpliva tudi na zmanjšano tvorbo igle.
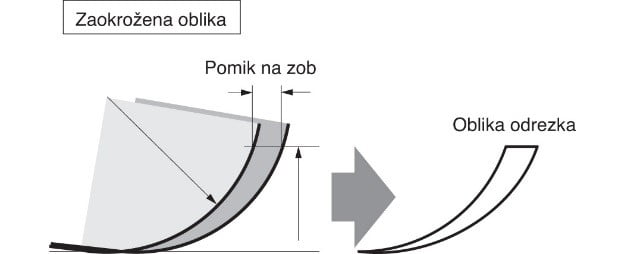
Slika 5: Oblika odrezka pri lomilcu z zaokroženo obliko
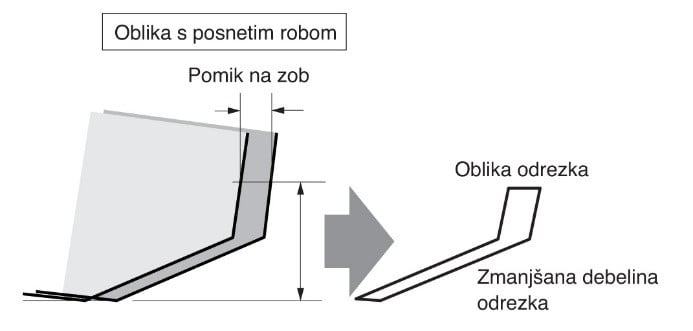
Slika 6: Oblika odrezka pri lomilcu s posnetim robom
Rezkalne glave serije Dual Mill DGC so zelo učinkovita orodja, ki omogočajo visokozmogljivo obdelavo in izpolnjujejo mnoge zahteve s trga. Prepričani smo, da bo serija DGC pomembno prispevala k zmanjšanju stroškov orodja in izboljšanju produktivnosti pri strankah.
Vir: www.sumitomotool.com