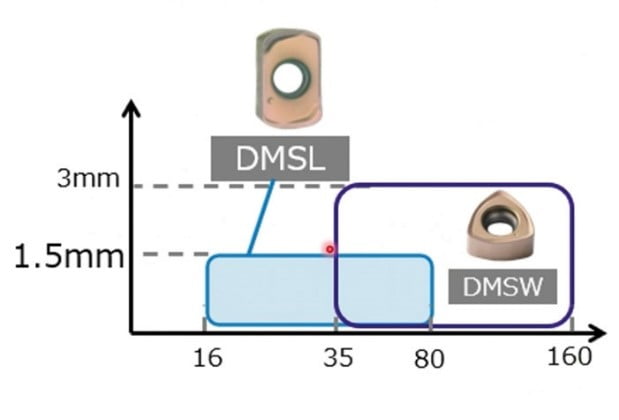
DMSL glava ima dvostransko rezkalno ploščico LMNU s 4 rezalnimi robovi.
Na voljo je v kvalitetah za različne materiale: ACP2000, ACP3000 za jekla, ACK2000, ACK3000 za sive litine in univerzalna kvaliteta ACU2500, ki pokriva skupine materialov P, M, K, S.
Manjša hrapavost obdelane površine
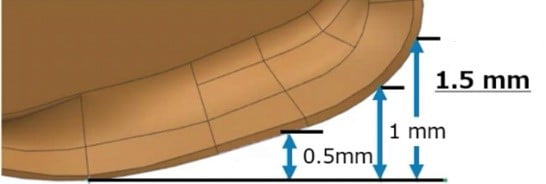
Ena od slabosti običajnih rezkarjev za visoke pomike je velika hrapavost obdelane površine. Ta je posledica velikih pomikov na zob, pri čemer nastanejo zaradi oblike ploščice na površini vrhovi neravnin. DMSL rezkar ima obliko rezilnega robu, ki je v spodnjem delu skoraj raven, zato so višine vrhov neravnin znatno nižje. Nekateri konkurenti rešujejo ta problem z dodajanjem wiper ploščice, vendar to povečuje število različnih ploščic, ki jih moramo naročati in čas nastavitve. DMSL LNMU ploščica problem hrapavosti reši s samo enim tipom ploščice.
Stabilna obdelava z manj vibracijami
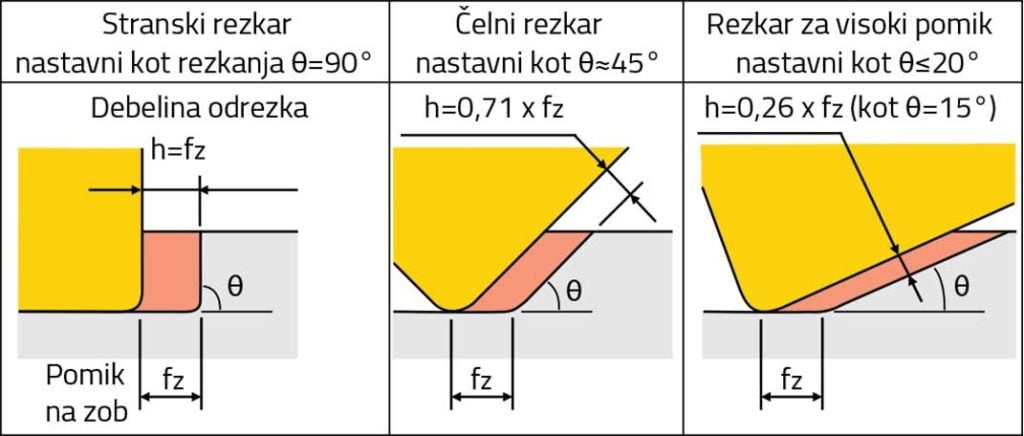
Pri izdelavi večjih orodji z globokimi žepi ali strukturnih delov pogosto potrebujemo daljše dolžine izpetja glave. Tu se običajno pojavi problem vibracij. V primerjavi z rezkarji za bočno obdelavo (θ =90°) so rezkarji za visoke pomike manj dovzetni za vibracije. Pri nastavnem kotu θ <15°glavna sila rezanja namreč ne deluje v radialni smeri temveč pod kotom proti aksialni smeri (komponenta v aksialni smeri je znatno večja od sile v radialni smeri), zato so prisotne manjše sile na uklon rezkarja. Pri takih obdelavah se pokažejo prednosti DMSL oblike rezalnega robu. Pri majhni globini reza ima nastavni kot rezilnega robu θ zelo majhen, zato je obdelava izjemno stabilna tudi pri večjih dolžinah izpetja.
 sl
sl