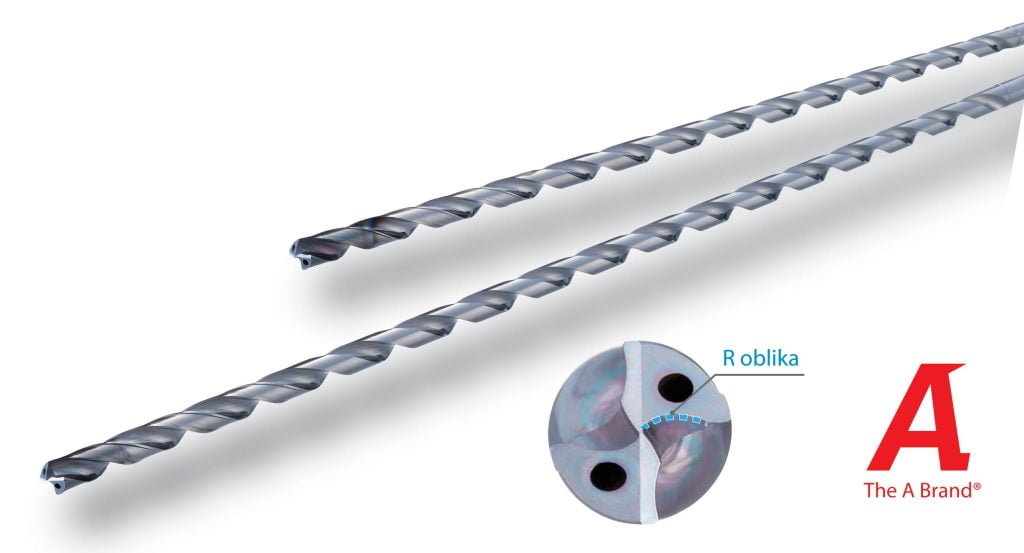
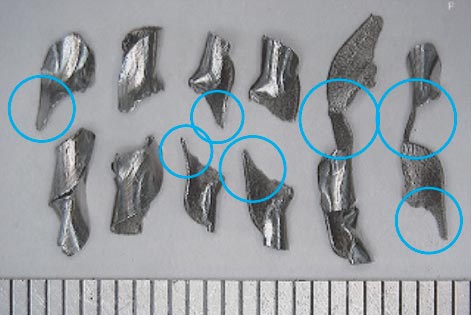
Sveder ima vijačnico pod kotom 25°, ki ima optimalno razmerje med učinkovitim gladkim odvodom odrezkov in togostjo svedra. Interni tovarniški testi so pokazali, da kot vijačnice 20° ni zadosten in prihaja do zastoja odrezkov v vijačnici in loma orodja. Pri povečanju kota na 30° pa se že pojavijo vibracije zaradi zmanjšanja togosti jedra svedra.
Svedri so prevlečeni z OSG-jevo nano plastno prevleko EgiAs, ki ima odlično obrabno obstojnost, termično odpornost in zagotavlja dolgo življenjsko dobo orodja. Imajo tudi kanale za dovod hladilno mazalne tekočine, zadosten dovod emulzije je pri globokem vrtanju namreč zelo pomemben.
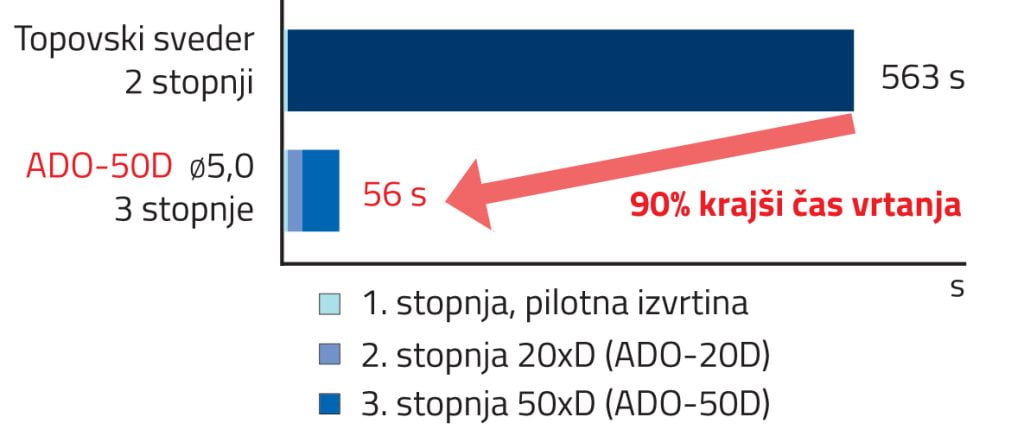
Pri postopku vrtanja priporočajo izdelavo pilotne pred-izvrtine do globine 5xD (npr. s svedrom ADO-PLT). Zatem v pilotno izvrtino z nizkimi vrtljaji (300-500 min-1) vstavimo sveder za globoko vrtanje, pri tem je priporočena rotacija orodja v nasprotni smeri urinega kazalca. Nato povečamo vrtljaje na predpisano vrednost in pričnemo s pomikom oz. vrtanjem. Po končanem vrtanju sveder odmaknemo iz dna izvrtine, zmanjšamo vrtljaje na 300-500 min-1 in izvlečemo sveder. Tekom celotnega procesa vrtanja mora biti zagotovljen dovod hladilno mazalne tekočine.
V primeru težavne obdelave ali če je zahtevana visoka ravnost izvrtine lahko v pilotno izvrtino vrtamo najprej s svedrom do globine 20xD (sveder ADO-20D) in nato še do končne globine 50xD (sveder ADO-50D).
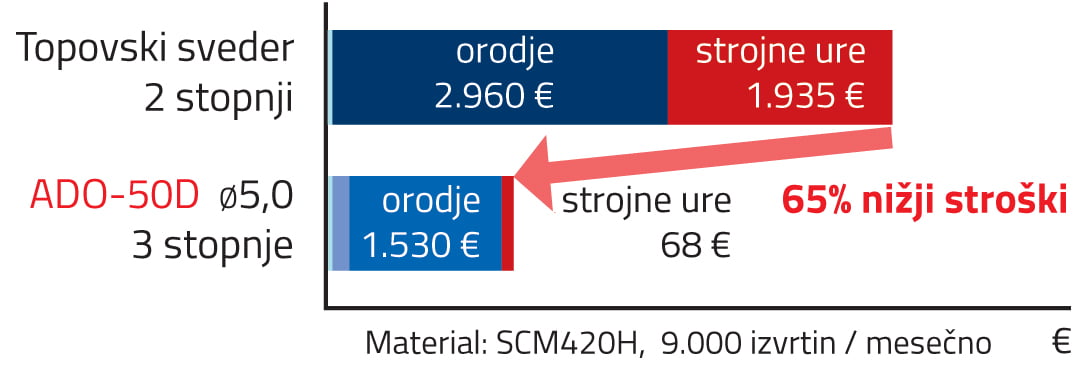
Glavna prednost svedrov ADO-40D in ADO-50D je v ekstremnem skrajšanju časa obdelave. V primerjavi z topovskimi svedri dobimo pri svedrih ADO-50D znatno boljšo ravnost izvrtine in kar 90% skrajšanje časa vrtanja. S tem se zmanjša strošek strojnih ur. Izračun pokaže, da se z uporabo svedrov ADO-50D v primerjavi s topovskimi svedri stroški vrtanja zmanjšajo kar za 65%.
 sl
sl